
In den letzten Jahren hat sich die Anwendung von Flüssigsilikon immer weiter verbreitet, und auch die Transfer-Molding-Technologie hat sich rasch entwickelt.
Flüssigsilikon ist ein ungiftiges, hitzebeständiges, hoch regenerierbares, flexibles, duroplastisches Material, dessen rheologisches Verhalten vor allem durch niedrige Viskosität, schnelle Aushärtung, Scherverdünnung und einen hohen Wärmeausdehnungskoeffizienten gekennzeichnet ist.
Vulkanisierte Flüssigsilikone haben die Vorteile einer hohen Temperaturanpassungsfähigkeit, einer hohen Reinheit, einer guten Transparenz, eines geringen Gehalts an flüchtigen Substanzen, einer Öl- und Alterungsbeständigkeit, einer chemischen Beständigkeit, einer hervorragenden Isolierung usw.
Sie finden breite Anwendung in der Automobilindustrie, im Bauwesen, in der Elektronikindustrie, in der medizinischen Versorgung, im Maschinenbau, in der Lebensmittelindustrie und in anderen Bereichen. Medizinische Versorgung, Maschinenbau, Lebensmittelindustrie und andere Bereiche sind weit verbreitet.

Flüssig-Spritzgießen
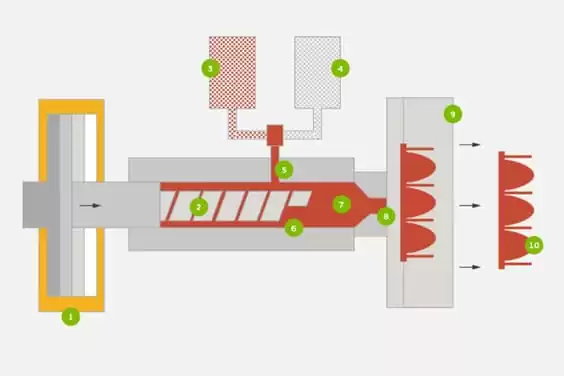
Unter den Flüssigsilikon-Formprozessewurde erstmals die Flüssigspritzgusstechnologie (LIM) eingesetzt. Flüssigspritzguss ist die präzise Messung von A- und B-Gummi (Bestandteile wie 1:1 oder andere Verhältnisse).
Diese en transportiert, um die statische Mischer, gemischt, und dann transportiert, um die Injektion Gerät, durch die Injektion Gerät und dann gemischt und injiziert in die heiße Form, die Gummi in der Form nach schnellen Vulkanisation Reaktion, bildet eine gewisse Festigkeit und Elastizität der Silikonkautschuk-Produkte.
Unter den Bestandteilen von Flüssigsilikon spielen Katalysatoren und Inhibitoren eine besonders wichtige Rolle. Da die Vulkanisierungsreaktion in Flüssigsilikon stattfinden muss, werden Katalysatoren zugesetzt, um die Vulkanisierungsreaktion zu beschleunigen.
Wenn die Temperatur des flüssigen Kieselgels die Vulkanisationstemperatur erreicht, hat es eine sehr hohe Vulkanisationsgeschwindigkeit (bei 200°C erreicht die Vulkanisationsgeschwindigkeit nur 3 bis 5s pro mm Wandstärke), und flüssiges Kieselgel kann bei einer Temperatur von 40 bis 50°C nicht lange bestehen (bei 50°C, selbst wenn die Vulkanisationstemperatur nicht erreicht wird, erfolgt die Reaktion langsam innerhalb von 3 bis 4 Minuten).
Um die Temperatur des flüssigen Kieselgels von der Vulkanisationsreaktion bis zum Erreichen der Vulkanisationstemperatur aufrechtzuerhalten, müssen seinen Bestandteilen Inhibitoren zugesetzt werden. Wenn die Vulkanisationstemperatur erreicht ist, versagt der Inhibitor und das flüssige Kieselgel reagiert schnell.
Merkmale der Formgebung
1) Verglichen mit festen GummispritzgießenBeim Flüssigsilikon-Spritzgießen sind keine Plastifizierungs-, Misch-, Ausführungs- und andere Betriebsverfahren erforderlich, was Arbeitskräfte, Material und Energie spart und die Investitionen in Anlagen und den Platzbedarf reduziert.
2) Spritzgießen von Flüssigsilikon kann den automatischen Verarbeitungsprozess unter vollständig geschlossenen Bedingungen realisieren, wodurch die Abweichung von der manuellen Bedienung beseitigt, der Einfluss verschiedener Variablen und Verschmutzungen im Prozess reduziert und die Maßgenauigkeit und die innere Qualität des Produkts gewährleistet werden, was für die Anwendung von Flüssigsilikon im medizinischen Bereich von Vorteil ist.
3) Da die Viskosität von Flüssigsilikon sehr niedrig ist (im Allgemeinen im Bereich von 10~1000Pas) und seine Fließfähigkeit und Verarbeitbarkeit gut sind, ist sein Einspritzdruck viel niedriger als der Einspritzdruck von festem Gummi und Kunststoff, im Allgemeinen beträgt der Einspritzdruck 20MPa.
In einigen Fällen kann sie unter 1 MPa liegen, so dass Produkte ohne fliegende Kanten hergestellt werden können, der Materialabfall reduziert wird und gleichzeitig der Verschleiß von Geräten und Formen verringert wird.
Darüber hinaus eignet sich Flüssigsilikon aufgrund seiner guten Fließfähigkeit besonders für das Formen großer Produkte, von Produkten mit extrem komplexen Formen oder von ultradünnen Produkten, wie z. B. ultradünnen Produkten mit einer Dicke von 0,5 mm und einer Länge von 100 mm, die mit Vollgummi nur schwer zu formen sind.
4) Die Vulkanisationsgeschwindigkeit von Flüssigsilikon ist sehr schnell. Die Vulkanisation Reaktion kann in zehn Sekunden bis Minuten unter 160-220 abgeschlossen werden, wenn Injektion und Formgebung, damit seine Spritzgießzyklus ist kurz und die Produktionseffizienz ist hoch.
5) Der Gegendruck, der für Flüssigsilikon in der Schneckendosierung erforderlich ist, ist sehr gering, im Allgemeinen weniger als 1,5 MPa, und für einige Flüssigsilikonkautschuk Komponenten mit sehr niedriger Viskosität, auch kein Gegendruck eingestellt werden kann, vor allem wegen der niedrigen Viskosität Silikon Fluidität ist sehr gut, und die normale Arbeit des flüssigen Silikons in den Gasgehalt ist sehr gering.
Im Gegenteil, ein großer Gegendruck führt zu einer Erhöhung der Dichte des unvulkanisierten Kieselgels und zerstört die präzise Messwirkung des Dosiergeräts.
6) Flüssigsilikon schrumpft nicht während der Spritzgießprozesssondern weil Silikon einen hohen Wärmeausdehnungskoeffizienten hat.
So ergibt sich nach dem Entformen und Abkühlen in der Regel eine Schrumpfung von 2% bis 3%, wobei die genauen Schrumpfungsdaten von der Materialrezeptur abhängen. Aus Sicht der Verarbeitung sollte der Konstrukteur einige Faktoren, die die Schrumpfung beeinflussen, im Voraus berücksichtigen.

Entwurfspunkte
1) Anwendung der Flüssigkeitstemperaturregelung zur Steuerung der Zylinder- und Düsentemperatur zwischen 5 und 25. Kühlwasser wird normalerweise als Kühlmedium verwendet.
2) Um zu verhindern, dass das Flüssigsilikon aushärtet, wird eine hydraulisch angetriebene Verschlussdüse mit Nadelventil verwendet. Das Nadelventil verschließt die Einspritzdüse sofort, wenn die Einspritzung beendet ist.
3) In der SpritzgießprozessDie Gleichmäßigkeit der Vermischung von A- und B-Kautschuk wirkt sich direkt auf die Qualität der Produkte nach der Vulkanisierung aus, und bei einigen Produkten mit hohen Qualitätsanforderungen kann der Mischungsgrad des Kautschuks nach dem statischen Mischer die Anforderungen nicht vollständig erfüllen.
Die zusätzliche Mischwirkung der Schnecke kann die Anforderungen besser erfüllen. Und weil der Kautschuk flüssig ist, muss er nicht plastifiziert werden, so dass die Schraube so konstruiert ist, dass sie eine kompressionslose oder kompressionsarme und scherschwache Schraube wird und kein großes Längen-Durchmesser-Verhältnis erfordert.
Im Allgemeinen sollten sie nicht direkt auf die Spritzgießen Maschinenschraubenstruktur, da die Schraubenstruktur in der Regel eine starke Scherwirkung hat und leicht zu lokaler Vulkanisierung führt, was die Leistung des Produkts beeinträchtigt.
So ist die Konstruktion der Schraube speziell für die Flüssigsilikon-Injektion Maschinen ist von großer Bedeutung. Wenn die Anforderungen an die Produktqualität nicht sehr hoch sind, können Sie die Verwendung eines Kolbens anstelle einer Schnecke zur Fertigstellung der Einspritzung in Betracht ziehen.
4) Die Viskosität von Flüssigsilikon ist niedrig, ein geringerer Einspritzdruck kann eine höhere Einspritzgeschwindigkeit bewirken, und die in der Form eingeschlossene Luft wird leicht in das Produkt einbezogen. Um qualitativ hochwertige Produkte herzustellen, sollten Sie die Form vor dem Einspritzen evakuieren.
Sie können auch die Spannkraft, um den Zweck der Vertreibung der Luft zu erreichen, das heißt, wenn die Spannkraft niedrig ist, das flüssige Silikon gefüllt, um 90% bis 95% des Hohlraums, und dann die Spannkraft wird höher eingestellt werden, so dass nicht nur effektiv zu erschöpfen, sondern auch verhindern, dass die Flüssigkeit Silikon Überlauf, was in der fliegenden Rand.
5) Die Viskosität des flüssigen Kieselgels ist niedrig, und es ist leicht zu bilden Rückfluss während der Injektion, so dass die Dichtwirkung der Rückschlagring muss gut sein, und es ist in der Regel nicht geeignet für die direkte Anwendung der Rückschlag Struktur auf die Spritzgießen Maschine.
Funktionsweise: Wenn die Schnecke dosiert, wird das Gummimaterial von der Schnecke unter der Kraft der Schnecke durch das Loch im Zapfenring gedrückt, wobei der nicht umkehrbare Ring weggedrückt wird und in den Schneckenkopf eintritt.
6) Spritzgießen von Flüssigsilikon Prozess muss die Kaltkanaltechnologie verwendet werden, und der Kanal sollte kalt genug sein.
Zwischen dem Angusskanal und der Form muss eine ausreichende Isolierung vorhanden sein, damit das flüssige Silikon nicht im Angusskanal vulkanisiert und die Düse verstopft, was dazu beiträgt, die Abfallmenge zu verringern und Kosten zu sparen.
7) Wenn extrem weiche und empfindliche, anspruchsvolle Produkte geformt werden, sollten Sie pneumatische Bürsten zur Reinigung der Spritzgießformen und den Einsatz von Robotern zum Auswerfen der Produkte.
Gießen und Gießen lassen
Die meisten Verbundisolatoren in der Energiewirtschaft werden mit Flüssigsilikon geformt, und das Volumen der Isolatoren, die unter Hochspannungsaspekten verwendet werden, ist in der Regel größer, und das Formenvolumen für das Formen der Isolatoren ist ebenfalls größer.
Wenn Flüssigsilikon zur Herstellung von Isolatoren verwendet wird, ist die Vulkanisierungsgeschwindigkeit viel schneller als die von festem Silikon. Wenn also gewöhnliche Einspritzvorrichtungen zum Einspritzen des Gummis verwendet werden, kann es leicht passieren, dass der Fließkanal durch das vulkanisierte Silikon blockiert wird, bevor das flüssige Silikon die Form ausfüllt, so dass die Leistung der spritzgegossene Produkte können die Anforderungen nicht erfüllen, und sogar die kompletten Produkte können nicht geformt werden. Aufgrund dieser Probleme wurde das Spritzgussverfahren auf der Grundlage des Spritzgusses entwickelt.
Das Grundprinzip der Formgebung Kunststoff-Spritzguss ist: A und B werden in das Dosiersystem gepumpt, und nach dem Dosieren gelangen sie in den statischen Mischer, und nach dem vollständigen Mischen im statischen Mischer gelangen sie direkt in die Form; bevor der mit A und B gemischte Kautschuk in die Form gelangt, wird die Form mit Hilfe der Formtemperaturmaschine zunächst auf einer niedrigeren Temperatur gehalten.
Nachdem der Kautschuk in die Form gefüllt wurde, beginnt er, die Form zu erhitzen, damit sie eine bestimmte Temperatur erreicht, bleibt dann warm, vulkanisiert, kühlt ab und öffnet die Spritzgussform um den Formgebungsprozess abzuschließen.
Öffnen Sie die Form, um den Formungsprozess abzuschließen. Diese Art der Formgebung eignet sich für Produkte mit großem Volumen und geringen Qualitätsanforderungen an das Aussehen.
Dieses Thermoplast-Spritzgussverfahren macht Einspritzvorrichtungen überflüssig und spart so Kosten und Maschinenplatz.
Da jedoch eine Schnecke zur Wiedervermischung und Homogenisierung des Gummis aus dem statischen Mischer fehlt und das Dosier- und Mischsystem einen ungleichmäßigen und diskontinuierlichen Druck erzeugt, ist die Spritzgießzyklus ist in der Regel relativ lang und eignet sich daher nicht für Produkte mit hoher Geschwindigkeit, hohem Durchsatz und hoher Qualität.
Die Anwendung von flüssigem Silikagel
1) Flüssigsilikon hat eine gute biologische Inertheit und Biokompatibilität, eine sehr niedrige Konzentration von Komponenten mit geringem Molekulargewicht und ideale physikalische Eigenschaften. Es kann auf der Polymerebene modifiziert werden und ist daher das Material der Wahl für medizinische Geräte und medizinische Produkte.
Anwendungen wie Ventile oder Dichtungen für medizinische Geräte, medizinische Implantate, medizinische Handschuhe, medizinische Katheter und Ballons, künstliche Organe, zahnmedizinische Abdruckmaterialien, Biopics für Hörgeräte usw.
Da die Gewinnspanne bei medizinischen Produkten hoch und die Marktfläche groß ist, hat die Entwicklung von Flüssigsilikon im medizinischen Bereich eine breite Perspektive und weitreichende Bedeutung.
2) Flüssiges Kieselgel wird aufgrund seiner einzigartigen chemischen Bindung und Struktur, seiner Hoch- und Tieftemperaturbeständigkeit, seiner wasserabweisenden Wirkung, seiner Leckage- und Korrosionsbeständigkeit, seiner elektrischen Isolierung und vieler anderer hervorragender Eigenschaften in der Elektrizitätswirtschaft häufig zur Herstellung von Verbundisolatoren verwendet.
Zusammen mit der westlichen Entwicklung, Stromnetz Modernisierung, groß angelegte Bau von Hochgeschwindigkeits-Eisenbahn, und eine Reihe von nationalen Projekten wird eine große Anzahl von Isolationsprodukten Nachfrage bringen, was zu einer massiven Markt, so dass die Entwicklung von Flüssigsilikon in der Energiewirtschaft hat breite Marktaussichten.
3) Flüssigsilikonprodukte finden auch in der Automobilindustrie eine breite Palette von Anwendungen. Im Ausland macht Flüssigsilikon, das in der Automobilindustrie verwendet wird, 35% des verwendeten Flüssigsilikons aus, was der größte Anwendungsbereich ist, während in China der Anteil seiner Anwendung in der Automobilindustrie gering ist, was hauptsächlich daran liegt, dass die inländischen Flüssigsilikon-Guss Die Technologie ist noch nicht ausgereift.
In der Automobilindustrie wird Flüssigsilikon vor allem für Automobildichtungen, hochtransparente LED-Leuchten, große und komplexe optische Bauteile, Hautschutz für Zündkerzenstecker, Schalterabdeckungen, Regensensoren und Membranfolien für Zentralverriegelungssysteme verwendet.
4) Flüssigsilikonprodukte sind weit verbreitet in der Herstellung von Computer- und Fernbedienungstasten, Handy- und Digitalproduktabdeckungen, Flüssigsilikon-Saugerflaschen, wasserdichten Silikon-Augenmasken und Handschuhen, flüssiges Silikonspielzeugund Haushaltsgeräte aus Flüssigsilikon, weil sie sich weich anfühlen, elastisch und wasserfest sind und hohen und niedrigen Temperaturen standhalten.

Schlussfolgerung
Zusätzlich zu den Flüssigspritzgießen Neben den in diesem Dokument vorgestellten Verfahren des Spritzgießens und des Gießens gibt es auch das Co-Spritzgießen, das Binärgießen, das Mosaikgießen, das Extrusionsgießen, das physikalische Schaumgießen und andere Verfahren.
Beherrschung und Anwendung Flüssigsilikon-Guss Technologie können nicht nur hochwertige Produkte hergestellt, sondern auch Energie gespart und Abfälle reduziert werden, so dass die Entwicklung und Anwendung der Flüssigsilikonformtechnik von großer Bedeutung sind.
Gegenwärtig ist die Forschung von Flüssigsilikon-Guss Die Technologie im Ausland wird immer tiefgründiger, die entwickelten Produkte sind vielfältig und die Anwendungsbereiche werden immer umfangreicher.
Während Chinas Flüssig-Silikon-Kautschuk-Formen Technologie noch in den Kinderschuhen steckt, gibt es noch viel Forschungs- und Entwicklungsarbeit zu leisten.
Wir glauben jedoch, dass in Kürze durch die gemeinsamen Anstrengungen unserer Kollegen die Flüssigspritzgießen Die Prozesstechnologie wird sich in China rasch entwickeln.






