
En los últimos años, la aplicación de la silicona líquida se ha extendido cada vez más, y su tecnología de moldeo por transferencia también se ha desarrollado rápidamente.
La silicona líquida es un material termoestable flexible, no tóxico, resistente al calor y altamente recuperable, cuyo comportamiento reológico se caracteriza principalmente por una baja viscosidad, un curado rápido, un adelgazamiento por cizallamiento y un elevado coeficiente de expansión térmica.
Los productos vulcanizados de silicona líquida tienen las ventajas de una gran adaptabilidad a la temperatura, alta pureza, buena transparencia, bajo contenido de sustancias volátiles, resistencia al aceite y al envejecimiento, resistencia química, aislamiento excepcional, etc.
Se utilizan ampliamente en la automoción, la construcción, la industria electrónica, la atención médica, la ingeniería mecánica, la industria alimentaria y otros campos. Se utilizan ampliamente en la atención médica, la ingeniería mecánica, la industria alimentaria y otros campos.

Moldeo por inyección de líquidos
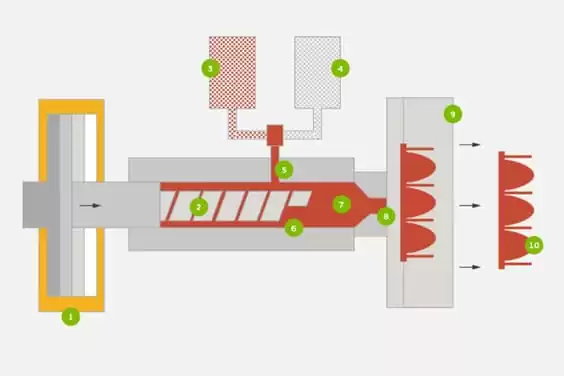
Entre los procesos de moldeo de silicona líquidase utilizó por primera vez la tecnología de moldeo por inyección líquida (LIM). El moldeo por inyección líquida es la medición precisa de caucho A y B (ingredientes como 1:1 u otras proporciones).
Este en transportado al mezclador estático, mezclado, y luego transportado al dispositivo de inyección, por el dispositivo de inyección y luego mezclado e inyectado en el molde caliente, el caucho en el molde después de la reacción de vulcanización rápida, forma una cierta resistencia y elasticidad de productos de caucho de silicona.
Entre los componentes de la silicona líquida, el papel de los catalizadores y los inhibidores es especialmente importante. Dado que la reacción de vulcanización debe producirse en la silicona líquida, se añaden catalizadores para acelerar la reacción de vulcanización.
Cuando la temperatura del gel de sílice líquido alcanza la temperatura de vulcanización, tiene una velocidad de vulcanización muy alta (a 200°C, la velocidad de vulcanización alcanza sólo de 3 a 5s por mm de espesor de pared), y el gel de sílice líquido no puede existir a una temperatura de 40 a 50°C durante mucho tiempo (a 50°C, aunque no se alcance la temperatura de vulcanización, la reacción se producirá lentamente en 3 a 4 minutos).
Por lo tanto, para mantener la temperatura del gel de sílice líquido desde la reacción de vulcanización hasta que se alcanza la temperatura de vulcanización, también es necesario añadir inhibidores a sus componentes. Cuando se alcanza la temperatura de vulcanización, el inhibidor falla y el gel de sílice líquido reacciona rápidamente.
Características del moldeo
1) En comparación con los sólidos moldeo por inyección de cauchoEl moldeo por inyección de silicona líquida no requiere plastificación, mezcla, ejecución y otros procesos operativos, lo que ahorra mano de obra, material y energía, y reduce la inversión en equipos y el espacio ocupado.
2) Moldeo por inyección de silicona líquida puede realizar el proceso de procesamiento automático en condiciones totalmente cerradas, eliminando la desviación de la operación manual, reduciendo la influencia de diversas variables y la contaminación en el proceso, y garantizando la precisión dimensional y la calidad intrínseca del producto, lo que es beneficioso para la aplicación de silicona líquida en el campo médico.
3) Dado que la viscosidad de la silicona líquida es muy baja (generalmente dentro del rango de 10~1000Pas) y su fluidez y procesabilidad son buenas, su presión de inyección es mucho menor que la presión de moldeo por inyección de caucho sólido y plástico, generalmente la presión de inyección es de 20MPa.
En algunos casos, puede ser inferior a 1MPa, por lo que puede producir productos sin bordes volantes, reducir el desperdicio de material y, al mismo tiempo, reducir el desgaste de equipos y moldes.
Además, debido a la buena fluidez de la silicona líquida, es especialmente adecuada para moldear productos grandes, productos con formas extremadamente complejas o productos ultrafinos, como productos ultrafinos con un grosor de 0,5 mm y una longitud de 100 mm, que son difíciles de moldear para caucho sólido.
4) La velocidad de vulcanización de la silicona líquida es muy rápida. La reacción de vulcanización puede completarse en decenas de segundos a minutos bajo 160-220 al inyectar y moldear, por lo que su. ciclo de moldeo por inyección es corto y la eficiencia de producción es alta.
5) La contrapresión requerida para la silicona líquida en el tornillo dosificador es muy pequeña, generalmente inferior a 1,5MPa, y para algunos caucho de silicona líquida componentes con muy baja viscosidad, incluso ninguna contrapresión se puede establecer, principalmente debido a la baja viscosidad de silicona fluidez es muy buena, y el trabajo normal de silicona líquida en el contenido de gas es muy baja.
Por el contrario, una gran contrapresión provocará un aumento de la densidad del gel de sílice sin vulcanizar y destruirá el efecto de medición precisa del dispositivo dosificador.
6) La silicona líquida no se contrae durante el proceso de moldeo por inyecciónsino porque la silicona tiene un elevado coeficiente de dilatación térmica.
Así pues, suele haber una contracción de 2% a 3% tras el desmoldeo y el enfriamiento; los datos exactos de la contracción dependen de la formulación del material. Desde el punto de vista del procesamiento, el diseñador debe tener en cuenta de antemano algunos factores que afectan a la contracción.

Puntos de diseño
1) Adoptar la tecnología de control de la temperatura del líquido para controlar la temperatura del barril y la boquilla entre 5 y 25. Agua de refrigeración se utiliza generalmente como el medio de refrigeración.
2) Para evitar que la silicona líquida se endurezca, se utiliza una boquilla de sellado de tipo válvula de aguja accionada hidráulicamente. La válvula de aguja cierra inmediatamente la boquilla de inyección cuando finaliza la inyección.
3) En el proceso de moldeo por inyección, la uniformidad de mezcla del caucho A y B afecta directamente a la calidad de los productos después de la vulcanización, y en el caso de algunos productos con requisitos de alta calidad, el grado de mezcla del caucho después de la mezcladora estática no puede cumplir plenamente los requisitos.
El efecto de mezcla suplementaria del tornillo puede satisfacer mejor los requisitos. Y debido a que el caucho es líquido, no necesita someterse a plastificación, por lo que el tornillo está diseñado para convertirse en un tornillo sin compresión o de baja compresión y cizallamiento débil y no requiere una gran relación longitud-diámetro.
En general, no debe aplicarse directamente al moldeo por inyección estructura de tornillo de máquina, porque su estructura de tornillo suele tener un fuerte efecto de cizallamiento, y causa fácilmente vulcanización local, afectando al rendimiento del producto.
Así que el diseño del tornillo específicamente para la inyección de silicona líquida máquinas es de gran importancia. Si los requisitos de calidad del producto no son elevados, puede considerar la posibilidad de utilizar un émbolo en lugar de un tornillo para completar la inyección.
4) La viscosidad de la silicona líquida es baja, una menor presión de inyección puede producir una mayor velocidad de inyección, y el aire atrapado en el molde se involucra fácilmente en el producto. Para fabricar productos de alta calidad, considere la posibilidad de evacuar el molde antes de la inyección.
También puede utilizar la fuerza de sujeción para lograr el propósito de expulsar el aire, es decir, cuando la fuerza de sujeción es baja, la silicona líquida llena a 90% a 95% de la cavidad, y luego la fuerza de sujeción se ajustará más alto, de modo que no sólo puede efectivamente de escape, pero también puede evitar el desbordamiento de silicona líquida, lo que resulta en el borde de vuelo.
5) La viscosidad del gel de sílice líquido es baja, y es fácil que se forme reflujo durante la inyección, por lo que el efecto de sellado del anillo antirretorno debe ser bueno, y por lo general no es adecuado para la aplicación directa de la estructura antirretorno en el moldeo por inyección máquina.
Su proceso de trabajo: cuando el tornillo está dosificando, el material de caucho es empujado por el tornillo bajo la fuerza del tornillo, a través del agujero en el anillo de la espiga, empujando lejos el anillo no reversible y entrando en la cabeza del tornillo.
6) Moldeo por inyección de silicona líquida El proceso debe utilizar tecnología de canal frío, y el canal debe estar suficientemente frío.
Debe haber suficiente aislamiento entre el canal y el molde para garantizar que la silicona líquida no vulcanice en el canal y obstruya la boquilla, lo que ayuda a reducir la generación de residuos y ahorrar costes.
7) Si se están moldeando productos extremadamente blandos y sensibles y exigentes, considere la posibilidad de añadir cepillos neumáticos para limpiar el moldes de inyección y utilizando robots para expulsar los productos.
Vertido y moldeado
La mayoría de los aislantes compuestos de la industria energética se moldean con silicona líquida, y el volumen de los aislantes utilizados en aspectos de alta tensión suele ser mayor, y el volumen del molde para moldear aislantes también es mayor.
Cuando se utiliza silicona líquida para producir aislantes, la velocidad de vulcanización es mucho más rápida que la de la silicona sólida, por lo que si se utilizan dispositivos de inyección ordinarios para inyectar el caucho, es fácil que el canal de flujo quede bloqueado por la silicona vulcanizada antes de que la silicona líquida llene el molde, de modo que el rendimiento del productos moldeados por inyección no pueden cumplir los requisitos, e incluso no se pueden moldear los productos completos. Basándose en estos problemas, se desarrolló el proceso de moldeo por inyección basado en el moldeo por inyección.
El principio básico de moldeo de moldeo por inyección de plástico es: A y B se bombean al sistema de dosificación, y después de la dosificación, entran en el mezclador estático, y después de mezclarse completamente en el mezclador estático, entran directamente en el molde; antes de que el caucho mezclado A y B entre en el molde, el molde se mantiene primero a una temperatura más baja utilizando la máquina de temperatura del molde.
Después de llenar el molde con el caucho, éste empieza a calentarse para que alcance una temperatura determinada, luego se mantiene caliente, se vulcaniza, se enfría y se abre el molde de inyección para completar el proceso de moldeo.
Abra el molde para completar el proceso de moldeo. Este tipo de método de moldeo es adecuado para productos con grandes volúmenes y bajos requisitos de calidad de aspecto.
Este método de moldeo por inyección de termoplásticos elimina la necesidad de dispositivos de inyección, lo que ahorra costes y espacio en la máquina.
Sin embargo, debido a la falta de tornillo para volver a mezclar y homogeneizar el caucho procedente del mezclador estático, y a que el sistema de dosificación y mezcla proporciona una presión desigual y discontinua, la ciclo de moldeo por inyección suele ser relativamente largo, por lo que no es adecuado para los requisitos de alta velocidad, alto rendimiento y alta calidad de los productos.
La aplicación de gel de sílice líquido
1) La silicona líquida tiene buena inercia biológica y biocompatibilidad, muy baja concentración de componentes de pequeño peso molecular y propiedades físicas ideales, y puede modificarse a nivel de polímero, convirtiéndose así en el material de elección para dispositivos médicos y productos médicos.
Aplicaciones como válvulas o juntas para dispositivos médicos, implantes médicos, guantes médicos, catéteres y globos médicos, órganos artificiales, materiales de impresión dental, biopics para audífonos, etc.
Al tratarse de productos del ámbito médico, su margen de beneficio es elevado y el espacio de mercado es grande, por lo que el desarrollo de la silicona líquida en el ámbito médico tiene una amplia perspectiva y un significado de gran alcance.
2) El gel de sílice líquido se utiliza ampliamente en la industria de la energía eléctrica para fabricar aislantes compuestos debido a su enlace químico y estructura únicos, resistencia a altas y bajas temperaturas, repelencia al agua, resistencia a las fugas y a la corrosión, aislamiento eléctrico y muchas otras excelentes propiedades.
Junto con el desarrollo occidental, la mejora de la red eléctrica, la construcción a gran escala del ferrocarril de alta velocidad y una serie de proyectos nacionales traerán consigo un gran número de demanda de productos aislantes, dando lugar a un mercado más masivo, por lo que el desarrollo de la silicona líquida en la industria energética tiene amplias perspectivas de mercado.
3) Los productos de silicona líquida también tienen una amplia gama de aplicaciones en la industria del automóvil. En los países extranjeros, la silicona líquida utilizada en la industria automotriz representa 35% de la silicona líquida utilizada, que es la mayor área de aplicación, mientras que en China, la proporción de su aplicación en la industria automotriz es pequeña, lo que se debe principalmente a que el doméstico. moldeo de silicona líquida La tecnología no está demasiado madura.
En la industria del automóvil, la silicona líquida se utiliza principalmente en juntas para automóviles, luces LED de gran transparencia, componentes ópticos grandes y complejos, protección de la piel para conectores de bujías, cubiertas de interruptores, sensores de lluvia y láminas de diafragma para sistemas de cierre centralizado.
4) Los productos de silicona líquida se utilizan ampliamente en la fabricación de teclas para ordenadores y mandos a distancia, fundas para teléfonos móviles y productos digitales, biberones con tetina de silicona líquida, máscaras oculares y guantes impermeables de silicona líquida, juguetes de silicona líquiday electrodomésticos de silicona líquida por su tacto suave, elasticidad, impermeabilidad y resistencia a altas y bajas temperaturas.

Conclusión
Además del moldeo por inyección líquida Además de los procesos de moldeo por inyección y fundición presentados en este documento, también existen los procesos de moldeo por coinyección, moldeo binario, moldeo en mosaico, moldeo por extrusión y moldeo de espuma física, entre otros.
Dominar y aplicar moldeo de silicona líquida la tecnología no sólo puede producir productos de alta calidad, sino que también puede ahorrar energía y reducir los residuos, por lo que el desarrollo y la aplicación de la tecnología de moldeo de silicona líquida son de gran importancia.
En la actualidad, la investigación de moldeo de silicona líquida La tecnología en los países extranjeros es cada vez más profunda, y los productos desarrollados son diversos y los campos de aplicación cada vez más amplios.
Mientras que China moldeo de caucho de silicona líquida aún está en pañales, queda mucho trabajo de investigación y desarrollo por hacer.
Sin embargo, creemos que en breve, gracias a los esfuerzos conjuntos de nuestros colegas, la moldeo por inyección líquida La tecnología de procesos se desarrollará rápidamente en China.






