
Ces dernières années, l'application du silicone liquide s'est de plus en plus répandue, et sa technologie de moulage par transfert s'est également développée rapidement.
Le silicone liquide est un matériau thermodurcissable flexible, non toxique, résistant à la chaleur et hautement récupérable, dont le comportement rhéologique se caractérise principalement par une faible viscosité, un durcissement rapide, un amincissement par cisaillement et un coefficient de dilatation thermique élevé.
Les produits vulcanisés à base de silicone liquide présentent les avantages suivants : forte adaptabilité à la température, grande pureté, bonne transparence, faible teneur en substances volatiles, résistance à l'huile et au vieillissement, résistance chimique, excellente isolation, etc.
Ils sont largement utilisés dans l'automobile, la construction, l'industrie électronique, les soins médicaux, l'ingénierie mécanique, l'industrie alimentaire et d'autres domaines. Les soins médicaux, l'ingénierie mécanique, l'industrie alimentaire et d'autres domaines sont largement utilisés.

Moulage par injection de liquide
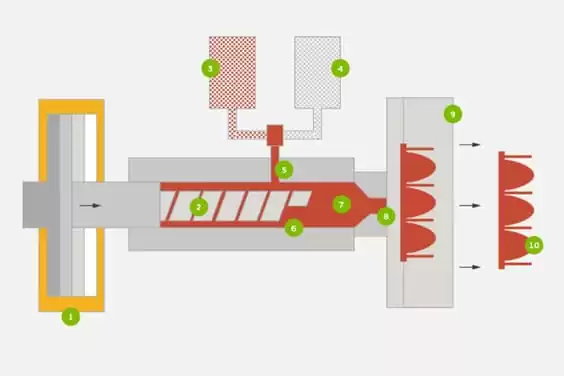
Parmi les procédés de moulage du silicone liquideLa technologie du moulage par injection de liquide (LIM) a été utilisée pour la première fois. Le moulage par injection de liquide est la mesure précise des caoutchoucs A et B (ingrédients tels que 1:1 ou autres ratios).
Ce mélange est transporté vers le mélangeur statique, mélangé, puis transporté vers le dispositif d'injection, par le dispositif d'injection, puis mélangé et injecté dans le moule chaud, le caoutchouc dans le moule après une réaction de vulcanisation rapide, forme une certaine résistance et élasticité de l'eau. produits en caoutchouc de silicone.
Parmi les composants du silicone liquide, le rôle des catalyseurs et des inhibiteurs est particulièrement important. Comme la réaction de vulcanisation doit se produire dans le silicone liquide, des catalyseurs sont ajoutés pour accélérer la réaction de vulcanisation.
Lorsque la température du gel de silice liquide atteint la température de vulcanisation, la vitesse de vulcanisation est très élevée (à 200°C, la vitesse de vulcanisation n'atteint que 3 à 5 secondes par mm d'épaisseur de paroi), et le gel de silice liquide ne peut pas rester longtemps à une température de 40 à 50°C (à 50°C, même si la température de vulcanisation n'est pas atteinte, la réaction se produira lentement en 3 à 4 minutes).
Par conséquent, pour maintenir la température du gel de silice liquide de la réaction de vulcanisation jusqu'à ce que la température de vulcanisation soit atteinte, il est également nécessaire d'ajouter des inhibiteurs à ses composants. Lorsque la température de vulcanisation est atteinte, l'inhibiteur cède et le gel de silice liquide réagit rapidement.
Caractéristiques du moulage
1) Par rapport aux produits solides moulage par injection de caoutchoucLe moulage par injection de silicone liquide ne nécessite pas de plastification, de mélange, d'exécution et d'autres processus opérationnels, ce qui permet d'économiser de la main-d'œuvre, des matériaux et de l'énergie et de réduire l'investissement en équipement et l'espace au sol.
2) Moulage par injection de silicone liquide peut réaliser le processus de traitement automatique dans des conditions entièrement fermées, en éliminant les écarts liés aux opérations manuelles, en réduisant l'influence des différentes variables et de la pollution dans le processus, et en garantissant la précision dimensionnelle et la qualité intrinsèque du produit, ce qui est bénéfique pour l'application du silicone liquide dans le domaine médical.
3) La viscosité du silicone liquide étant très faible (généralement de l'ordre de 10~1000Pas) et sa fluidité et sa facilité de traitement étant bonnes, sa pression d'injection est beaucoup plus faible que la pression de moulage par injection du caoutchouc solide et du plastique, la pression d'injection étant généralement de 20MPa.
Dans certains cas, elle peut être inférieure à 1MPa, ce qui permet de fabriquer des produits sans arêtes vives, de réduire les déchets de matériaux et, en même temps, de réduire l'usure des équipements et des moules.
En outre, en raison de sa bonne fluidité, le silicone liquide est particulièrement adapté au moulage de produits de grande taille, de produits aux formes extrêmement complexes ou de produits ultra-minces, tels que des produits ultra-minces d'une épaisseur de 0,5 mm et d'une longueur de 100 mm, qu'il est difficile de mouler avec du caoutchouc solide.
4) La vitesse de vulcanisation du silicone liquide est très rapide. La réaction de vulcanisation peut être achevée en quelques dizaines de secondes à quelques minutes sous 160-220 lors de l'injection et du moulage. cycle de moulage par injection est courte et l'efficacité de la production est élevée.
5) La contre-pression requise pour le silicone liquide dans le dosage à vis est très faible, généralement inférieure à 1,5MPa, et pour certains, elle est inférieure à 1,5MPa. caoutchouc silicone liquide les composants à très faible viscosité, même aucune contre-pression ne peut être établie, principalement parce que la fluidité du silicone à faible viscosité est très bonne, et que le travail normal du silicone liquide dans la teneur en gaz est très faible.
Au contraire, une contre-pression importante entraînera une augmentation de la densité du gel de silice non vulcanisé et détruira l'effet de mesure précis du dispositif de dosage.
6) Le silicone liquide ne rétrécit pas pendant le processus de fabrication. processus de moulage par injectionmais parce que le silicone a un coefficient de dilatation thermique élevé.
Il y a donc généralement un retrait de 21 à 31 tonnes après le démoulage et le refroidissement, les données exactes de retrait dépendant de la formulation du matériau. Du point de vue de la mise en œuvre, le concepteur doit tenir compte à l'avance de certains facteurs affectant le retrait.

Points de conception
1) Adopter la technologie de contrôle de la température des liquides pour contrôler la température du canon et de la buse entre 5 et 25. L'eau de refroidissement est généralement utilisée comme moyen de refroidissement.
2) Pour empêcher le silicone liquide de durcir, on utilise une buse d'étanchéité de type vanne à aiguille à commande hydraulique. La vanne à aiguille ferme immédiatement la buse d'injection lorsque l'injection est terminée.
3) Dans le processus de moulage par injectionL'uniformité du mélange des caoutchoucs A et B affecte directement la qualité des produits après vulcanisation, et dans le cas de certains produits exigeant une grande qualité, le degré de mélange du caoutchouc après le mélangeur statique ne peut pas satisfaire pleinement aux exigences.
L'effet de mélange supplémentaire de la vis peut mieux répondre aux exigences. Et comme le caoutchouc est liquide, il n'est pas nécessaire de le plastifier, la vis est donc conçue pour devenir une vis sans compression ou à faible compression et à faible cisaillement et ne nécessite pas un grand rapport longueur/diamètre.
En règle générale, il ne faut pas l'appliquer directement à la moulage par injection la structure de la vis de la machine, parce que sa structure a généralement un fort effet de cisaillement et provoque facilement une vulcanisation locale, ce qui affecte les performances du produit.
Ainsi, la conception de la vis spécifiquement pour le injection de silicone liquide L'utilisation de machines d'injection est d'une grande importance. Si les exigences de qualité du produit ne sont pas élevées, vous pouvez envisager d'utiliser un piston plutôt qu'une vis pour réaliser l'injection.
4) La viscosité du silicone liquide est faible, une pression d'injection plus faible peut produire une vitesse d'injection plus élevée, et l'air piégé dans le moule est facilement impliqué dans le produit. Pour fabriquer des produits de haute qualité, il faut envisager d'évacuer le moule avant l'injection.
Vous pouvez également utiliser la force de serrage pour atteindre l'objectif de chasser l'air, c'est-à-dire que lorsque la force de serrage est faible, le silicone liquide est rempli jusqu'à 90% à 95% de la cavité, puis la force de serrage est ajustée à la hausse, de sorte que non seulement l'échappement est efficace, mais aussi que le silicone liquide ne déborde pas, ce qui entraîne un bord volant.
5) La viscosité du gel de silice liquide est faible, et il est facile de former un reflux pendant l'injection, de sorte que l'effet d'étanchéité de l'anneau de non-retour doit être bon, et il n'est généralement pas approprié pour l'application directe de la structure de non-retour sur l'anneau de non-retour. moulage par injection machine.
Son processus de fonctionnement : lorsque la vis est dosée, le matériau en caoutchouc est poussé par la vis sous la force de la vis, à travers le trou de l'anneau de l'embout, repoussant l'anneau non inversé et pénétrant dans la tête de la vis.
6) Moulage par injection de silicone liquide doit utiliser la technologie des canaux froids, qui doivent être suffisamment froids.
Il doit y avoir une isolation suffisante entre la glissière et le moule pour que le silicone liquide ne se vulcanise pas dans la glissière et n'obstrue pas la buse, ce qui permet de réduire la production de déchets et de réaliser des économies.
7) En cas de moulage de produits extrêmement souples et sensibles, envisagez d'ajouter des brosses pneumatiques pour nettoyer le moule. moules d'injection et l'utilisation de robots pour éjecter les produits.
Coulée et moulage
La plupart des isolateurs composites utilisés dans l'industrie de l'énergie sont moulés avec du silicone liquide, et le volume des isolateurs utilisés dans les aspects haute tension est généralement plus important, de même que le volume des moules pour le moulage des isolateurs.
Lorsque le silicone liquide est utilisé pour produire des isolateurs, la vitesse de vulcanisation est beaucoup plus rapide que celle du silicone solide, de sorte que si des dispositifs d'injection ordinaires sont utilisés pour injecter le caoutchouc, il est facile de provoquer l'obstruction du canal d'écoulement par le silicone vulcanisé avant que le silicone liquide ne remplisse le moule, de sorte que les performances de l'isolateur sont réduites. produits moulés par injection ne peuvent pas répondre aux exigences, et même les produits complets ne peuvent pas être moulés. Sur la base de ces problèmes, le processus de moulage par injection a été développé sur la base du moulage par injection.
Le principe de base du moulage moulage par injection de plastique est : A et B sont pompés dans le système de dosage, et après le dosage, ils entrent dans le mélangeur statique, et après un mélange complet dans le mélangeur statique, ils entrent directement dans le moule ; avant que le caoutchouc mélangé A et B n'entre dans le moule, le moule est d'abord maintenu à une température plus basse à l'aide de la machine de température du moule.
Une fois que le caoutchouc est rempli dans le moule, il commence à chauffer le moule pour qu'il atteigne une température donnée, puis il reste chaud, se vulcanise, se refroidit et ouvre le moule. moule d'injection pour compléter le processus de moulage.
Ouvrir le moule pour achever le processus de moulage. Ce type de méthode de moulage convient aux produits dont les volumes sont importants et dont les exigences en matière de qualité d'aspect sont faibles.
Cette méthode de moulage par injection de thermoplastiques élimine le besoin de dispositifs d'injection, ce qui permet d'économiser des coûts et de l'espace sur la machine.
Cependant, en raison de l'absence de vis pour remélanger et homogénéiser le caoutchouc provenant du mélangeur statique, et du fait que le système de dosage et de mélange fournit une pression irrégulière et discontinue, les cycle de moulage par injection est généralement relativement longue, et ne convient donc pas aux exigences de vitesse, de rendement élevé et de qualité des produits.
L'application du gel de silice liquide
1) Le silicone liquide présente une bonne inertie biologique et une bonne biocompatibilité, une très faible concentration de composants de faible poids moléculaire, des propriétés physiques idéales et peut être modifié au niveau du polymère, devenant ainsi le matériau de choix pour les dispositifs médicaux et les produits médicaux.
Applications telles que les valves ou les joints d'étanchéité pour les dispositifs médicaux, les implants médicaux, les gants médicaux, les cathéters et les ballons médicaux, les organes artificiels, les matériaux pour empreintes dentaires, les produits biopsiques pour les appareils auditifs, etc.
La marge bénéficiaire des produits médicaux étant élevée et l'espace de marché important, le développement du silicone liquide dans le domaine médical a de vastes perspectives et une grande portée.
2) Le gel de silice liquide est largement utilisé dans l'industrie de l'énergie électrique pour fabriquer des isolateurs composites en raison de sa liaison chimique et de sa structure uniques, de sa résistance aux hautes et basses températures, de son imperméabilité, de sa résistance aux fuites et à la corrosion, de son isolation électrique et de bien d'autres excellentes propriétés.
Avec le développement de l'Occident, la modernisation du réseau électrique, la construction à grande échelle de lignes ferroviaires à grande vitesse et une série de projets nationaux entraîneront une forte demande de produits d'isolation, ce qui donnera lieu à un marché plus massif.
3) Les produits à base de silicone liquide ont également un large éventail d'applications dans l'industrie automobile. Dans les pays étrangers, le silicone liquide utilisé dans l'industrie automobile représente 35% du silicone liquide utilisé, ce qui constitue le plus grand domaine d'application, tandis qu'en Chine, la proportion de son application dans l'industrie automobile est faible, ce qui est principalement dû au fait que le marché intérieur de l'automobile est en pleine expansion. moulage de silicone liquide La technologie n'est pas trop mûre.
Dans l'industrie automobile, le silicone liquide est principalement utilisé pour les joints d'étanchéité, les lampes LED hautement transparentes, les composants optiques complexes et de grande taille, la protection de la peau pour les connecteurs de bougies, les couvercles de commutateurs, les capteurs de pluie et les feuilles de diaphragme pour les systèmes de verrouillage central.
4) Les produits en silicone liquide sont largement utilisés dans la fabrication de clés d'ordinateurs et de télécommandes, de housses de téléphones portables et de produits numériques, de biberons en silicone liquide, de masques et de gants imperméables en silicone liquide, jouets en silicone liquideet les appareils ménagers en silicone liquide en raison de leur toucher doux, de leur élasticité, de leur imperméabilité et de leur résistance aux températures élevées et basses.

Conclusion
En plus de la moulage par injection de liquide et les procédés de moulage par coulée présentés dans ce document, il existe également des procédés de moulage par co-injection, de moulage binaire, de moulage en mosaïque, de moulage par extrusion, de moulage en mousse physique et d'autres procédés.
Maîtrise et application moulage de silicone liquide permet non seulement de fabriquer des produits de haute qualité, mais aussi d'économiser de l'énergie et de réduire les déchets, de sorte que le développement et l'application de la technologie de moulage du silicone liquide revêtent une grande importance.
À l'heure actuelle, la recherche de moulage de silicone liquide Les produits développés sont variés et les domaines d'application sont de plus en plus vastes.
Alors que la Chine moulage de caoutchouc silicone liquide n'en est qu'à ses débuts et il reste encore beaucoup de travail de recherche et de développement à accomplir.
Cependant, nous pensons que sous peu, grâce aux efforts conjoints de nos collègues, la moulage par injection de liquide La technologie des procédés sera développée rapidement en Chine.






