
In de afgelopen jaren is de toepassing van vloeibare siliconen steeds algemener geworden en de technologie voor het spuitgieten is ook snel ontwikkeld.
Vloeibare siliconen zijn niet-giftige, hittebestendige, flexibele thermohardende materialen met een hoog herstelvermogen, waarvan het reologische gedrag voornamelijk wordt gekenmerkt door een lage viscositeit, snelle uitharding, afschuifverdunning en een hoge thermische uitzettingscoëfficiënt.
Vloeibare gevulkaniseerde siliconenproducten hebben de voordelen van een sterk temperatuuraanpassingsvermogen, hoge zuiverheid, goede transparantie, laag gehalte aan vluchtige stoffen, oliebestendigheid en verouderingsbestendigheid, chemische weerstand, uitstekende isolatie, enz.
Ze worden veel gebruikt in de auto-industrie, de bouw, de elektronische industrie, de medische zorg, de machinebouw, de voedingsindustrie en andere gebieden. Medische zorg, machinebouw, de voedingsindustrie en andere gebieden worden veel gebruikt.

Vloeibaar spuitgieten
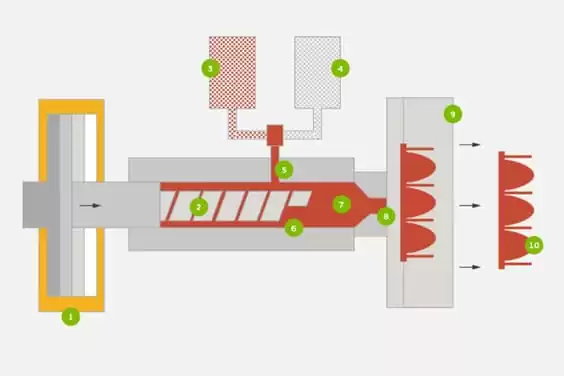
Onder de spuitgietprocessen voor vloeibare siliconenwerd voor het eerst de LIM-technologie (liquid injection molding) gebruikt. Vloeibaar spuitgieten is het nauwkeurig meten van A- en B-rubber (ingrediënten zoals 1:1 of andere verhoudingen).
Dit en vervoerd naar de statische mixer, gemengd, en vervolgens vervoerd naar het injectieapparaat, door het injectieapparaat en vervolgens gemengd en geïnjecteerd in de hete mal, het rubber in de mal na snelle vulkanisatiereactie, vormt een bepaalde sterkte en elasticiteit van siliconenrubber producten.
Van de bestanddelen van vloeibare siliconen is vooral de rol van katalysatoren en inhibitoren belangrijk. Omdat de vulkanisatiereactie in vloeibare siliconen moet plaatsvinden, worden katalysatoren toegevoegd om de vulkanisatiereactie te versnellen.
Wanneer de temperatuur van vloeibare silicagel de vulkanisatietemperatuur bereikt, heeft het een zeer hoge vulkanisatiesnelheid (bij 200°C bereikt de vulkanisatiesnelheid slechts 3 tot 5s per mm wanddikte), en vloeibare silicagel kan niet lang bestaan bij een temperatuur van 40 tot 50°C (bij 50°C, zelfs als de vulkanisatietemperatuur niet bereikt wordt, zal de reactie langzaam plaatsvinden binnen 3 tot 4 minuten).
Om de vloeibare silicagel op temperatuur te houden vanaf de vulkanisatiereactie tot de vulkanisatietemperatuur is bereikt, is het daarom ook nodig om remmers toe te voegen aan de componenten. Wanneer de vulkanisatietemperatuur wordt bereikt, laat de inhibitor het afweten en reageert de vloeibare silicagel snel.
Vormkenmerken
1) Vergeleken met vaste rubber spuitgietenBij het spuitgieten van vloeibare siliconen is het niet nodig om te plastificeren, te mengen, uit te voeren en andere operationele processen uit te voeren, wat mankracht, materiaal en energie bespaart en de investering in apparatuur en vloeroppervlakte verkleint.
2) Spuitgieten van vloeibare siliconen kan het automatische verwerkingsproces onder volledig afgesloten omstandigheden realiseren, de afwijking van handmatige bediening elimineren, de invloed van verschillende variabelen en vervuiling in het proces verminderen en de maatnauwkeurigheid en intrinsieke kwaliteit van het product garanderen, wat gunstig is voor de toepassing van vloeibare siliconen op medisch gebied.
3) Aangezien de viscositeit van vloeibaar silicone zeer laag is (over het algemeen binnen de waaier van 10~1000Pas) en zijn vloeibaarheid en verwerkbaarheid goed zijn, is zijn injectiedruk veel lager dan de injectiedruk van stevig rubber en plastiek, over het algemeen is de injectiedruk 20MPa.
In sommige gevallen kan het lager zijn dan 1MPa, zodat het producten kan produceren zonder rondvliegende randen, materiaalafval kan verminderen en tegelijkertijd de slijtage van apparatuur en mallen kan verminderen.
Door de goede vloeibaarheid van vloeibare siliconen is het bovendien bijzonder geschikt voor het gieten van grote producten, producten met extreem complexe vormen of ultradunne producten, zoals ultradunne producten met een dikte van 0,5 mm en een lengte van 100 mm, die moeilijk te gieten zijn met massief rubber.
4) De vulkanisatiesnelheid van vloeibaar silicone is zeer snel. De vulkanisatiereactie kan in tientallen seconden tot minuten onder 160-220 worden voltooid wanneer het inspuiten en vormen, dus zijn spuitgietcyclus is kort en de productie-efficiëntie is hoog.
5) De tegendruk die nodig is voor vloeibare siliconen in de schroefdosering is erg klein, over het algemeen minder dan 1,5MPa, en voor sommige vloeibaar siliconenrubber de componenten met zeer lage viscositeit, zelfs geen tegendruk kunnen worden geplaatst, hoofdzakelijk wegens de lage vloeibaarheid van het viscositeitssilicone is zeer goed, en het normale werk van vloeibaar silicone in de gasinhoud is zeer laag.
Daarentegen zal een grote tegendruk leiden tot een toename van de dichtheid van de ongevulcaniseerde silicagel en het precieze meeteffect van het doseerapparaat tenietdoen.
6) Vloeibare siliconen krimpen niet tijdens het spuitgietprocesmaar omdat siliconen een hoge thermische uitzettingscoëfficiënt hebben.
Zo is er meestal een krimp van 2% tot 3% na het ontvormen en afkoelen, waarbij de exacte krimpgegevens afhangen van de materiaalsamenstelling. Vanuit het oogpunt van verwerking moet de ontwerper vooraf rekening houden met enkele factoren die krimp beïnvloeden.

Ontwerppunten
1) Gebruik de technologie om de temperatuur van het vat en de spuitmond te regelen tussen 5 en 25 minuten. Koelwater wordt meestal gebruikt als koelmedium.
2) Om te voorkomen dat de vloeibare silicone uithardt, wordt een hydraulisch aangedreven naaldklep gebruikt. De naaldklep sluit de injectiesproeier onmiddellijk wanneer de injectie klaar is.
3) In de spuitgietprocesDe uniformiteit van het mengen van A- en B-rubber is van directe invloed op de kwaliteit van de producten na vulkanisatie en bij sommige producten met hoge kwaliteitseisen kan de menggraad van het rubber na de statische menger niet volledig aan de eisen voldoen.
Het aanvullende mengeffect van de schroef kan beter aan de eisen voldoen. En omdat het rubber vloeibaar is, hoeft het geen plastificering te ondergaan, zodat de schroef is ontworpen om een niet-compressie- of lage compressie- en afschuifzwakke schroef te worden en geen grote lengte-diameterverhouding nodig heeft.
Mag over het algemeen niet direct worden toegepast op de spuitgieten machineschroefstructuur, omdat de schroefstructuur meestal een sterk afschuifeffect heeft en gemakkelijk plaatselijke vulkanisatie veroorzaakt, wat de prestaties van het product beïnvloedt.
Dus het ontwerp van de schroef specifiek voor de injectie van vloeibare siliconen machines is van groot belang. Als de productkwaliteitseisen niet hoog zijn, kun je overwegen om een plunjer te gebruiken in plaats van een schroef om de injectie te voltooien.
4) De viscositeit van vloeibare siliconen is laag, een lagere injectiedruk kan een hogere injectiesnelheid opleveren en de lucht die in de mal opgesloten zit, wordt gemakkelijk bij het product betrokken. Om producten van hoge kwaliteit te maken, kun je overwegen de matrijs vóór injectie te evacueren.
U kunt ook de klemkracht gebruiken om het doel van het verdrijven van de lucht te bereiken, namelijk wanneer de klemkracht laag is, het vloeibare silicone tot 90% tot 95% van de holte wordt gevuld, en dan zal de klemkracht hoger worden aangepast, zodat niet alleen effectief kan uitputten, maar ook de vloeibare siliconeoverstroming kan vermijden, resulterend in de vliegende rand.
5) De viscositeit van vloeibare silicagel is laag, en het is gemakkelijk om terugstroming te vormen tijdens injectie, dus het afdichtende effect van de terugslagring moet goed zijn, en het is over het algemeen niet geschikt voor directe toepassing van de terugslagstructuur op de spuitgieten machine.
Het werkproces: wanneer de schroef wordt gedoseerd, wordt het rubberen materiaal door de schroef onder de kracht van de schroef door het gat in de spigotring geduwd, waardoor de niet-reverse ring wordt weggeduwd en de schroefkop binnengaat.
6) Spuitgieten van vloeibare siliconen Het proces moet gebruikmaken van koude runnertechnologie en de runner moet koud genoeg zijn.
Er moet voldoende isolatie zijn tussen de runner en de mal om ervoor te zorgen dat de vloeibare siliconen niet vulkaniseren in de runner en de spuitmond verstoppen.
7) Als er extreem zachte en gevoelige, veeleisende producten worden gegoten, kunt u overwegen om pneumatische borstels toe te voegen om de producten te reinigen. spuitgietmatrijzen en robots gebruiken om de producten uit te werpen.
Gieten en gieten
De meeste samengestelde isolatoren in de energie-industrie worden gegoten met vloeibare siliconen, en het volume van isolatoren die gebruikt worden in hoogspanningsaspecten is meestal groter, en het vormvolume voor het gieten van isolatoren is ook groter.
Als vloeibare siliconen worden gebruikt om isolatoren te maken, is de vulkanisatiesnelheid veel hoger dan die van vaste siliconen. Als dus gewone injectieapparaten worden gebruikt om het rubber te injecteren, kan het stromingskanaal gemakkelijk worden geblokkeerd door de gevulkaniseerde siliconen voordat de vloeibare siliconen de matrijs vullen. spuitgegoten producten kan niet aan de eisen voldoen en zelfs complete producten kunnen niet worden gespuitgiet. Op basis van deze problemen werd het spuitgietproces ontwikkeld.
Het basisprincipe van kunststof spuitgieten is: A en B worden in het doseersysteem gepompt, en na het doseren gaan ze de statische menger in, en na volledige menging in de statische menger gaan ze direct de matrijs in; voordat het gemengde rubber van A en B de matrijs ingaat, wordt de matrijs eerst op een lagere temperatuur gehouden met behulp van de matrijstemperatuurmachine.
Nadat het rubber met de mal is gevuld, begint het de mal te verwarmen om een ingestelde temperatuur te bereiken, waarna het warm blijft, vulkaniseert, afkoelt en de mal opent. spuitgietvorm om het vormproces te voltooien.
Open de matrijs om het vormproces te voltooien. Deze vormmethode is geschikt voor producten met grote volumes en lage kwaliteitseisen.
Bij deze thermoplastische spuitgietmethode zijn er geen injectieapparaten meer nodig, wat kosten en machineruimte bespaart.
Echter, door het ontbreken van een schroef om het rubber van de statische menger opnieuw te mengen en te homogeniseren, en het doseer- en mengsysteem dat ongelijkmatige en discontinue druk levert, is de spuitgietcyclus is meestal relatief lang, dus het is niet geschikt voor hoge snelheid, hoge output en hoge kwaliteitseisen van de producten.
De toepassing van vloeibare silicagel
1) Vloeibare siliconen hebben een goede biologische inertie en biocompatibiliteit, een zeer lage concentratie van bestanddelen met een klein moleculair gewicht en ideale fysische eigenschappen, en kunnen op polymeerniveau worden gemodificeerd, waardoor ze het materiaal bij uitstek worden voor medische hulpmiddelen en medische producten.
Toepassingen zoals kleppen of afdichtingen voor medische hulpmiddelen, medische implantaten, medische handschoenen, medische katheters en ballonnen, kunstorganen, tandafdrukmaterialen, bioplastieken voor gehoorapparaten, enz.
Vanwege de medische producten is de winstmarge hoog en de marktruimte groot, zodat heeft de ontwikkeling van vloeibaar silicone op medisch gebied een breed vooruitzicht en verreikende betekenis.
2) Vloeibare silicagel wordt veel gebruikt in de elektriciteitsindustrie om samengestelde isolatoren te maken vanwege de unieke chemische binding en structuur, hoge en lage temperatuurbestendigheid, waterafstotendheid, lekbestendigheid en corrosieweerstand, elektrische isolatie en vele andere uitstekende eigenschappen.
Samen met de westerse ontwikkeling, stroomnetverbetering, grootschalige bouw van hogesnelheidslijnen en een reeks nationale projecten zal een groot aantal isolatieproducten de vraag, die aanleiding geven tot een meer massale markt, dus de ontwikkeling van vloeibare siliconen in de energie-industrie heeft brede marktvooruitzichten.
3) Vloeibare siliconeproducten kennen ook een breed toepassingsgebied in de auto-industrie. In het buitenland is 35% van de vloeibare siliconen die in de automobielindustrie worden gebruikt, het grootste toepassingsgebied, terwijl in China het aandeel van de toepassing in de automobielindustrie klein is, wat voornamelijk komt doordat de binnenlandse vloeibaar silicone gieten technologie is nog niet te volwassen.
In de auto-industrie worden vloeibare siliconen vooral gebruikt in afdichtingen voor auto's, zeer transparante LED-lampen, grote en complexe optische onderdelen, huidbescherming voor bougiestekkers, schakelaardeksels, regensensoren en membraanplaten voor centrale vergrendelingssystemen.
4) Vloeibare siliconenproducten worden veel gebruikt bij de productie van computer- en afstandsbedieningstoetsen, mobiele telefoon- en digitale productdeksels, vloeibare siliconen speenflessen, vloeibare siliconen waterdichte oogmaskers en handschoenen, vloeibare siliconen speeltjesen vloeibare siliconen huishoudelijke apparaten vanwege hun zachte touch, elasticiteit, waterdichtheid en bestendigheid tegen hoge en lage temperaturen.

Conclusie
Naast de vloeibaar spuitgieten en spuitgietprocessen die in dit artikel geïntroduceerd worden, zijn er ook co-injection molding, binair molding, mozaïek molding, extrusie molding, fysisch schuim molding en andere processen.
Beheersen en toepassen vloeibaar silicone gieten Technologie kan niet alleen producten van hoge kwaliteit produceren, maar kan ook energie besparen en afval verminderen, dus de ontwikkeling en toepassing van vloeibare siliconen spuitgiettechnologie zijn van groot belang.
Op dit moment is het onderzoek van vloeibaar silicone gieten technologie in het buitenland wordt steeds dieper, en de ontwikkelde producten zijn divers en de toepassingsgebieden worden steeds uitgebreider.
Terwijl China's vormen van vloeibaar siliconenrubber technologie nog in de kinderschoenen staat, moet er nog veel aan onderzoek en ontwikkeling worden gedaan.
We geloven echter dat binnenkort, door de gezamenlijke inspanningen van onze collega's, de vloeibaar spuitgieten De procestechnologie zal in China snel worden ontwikkeld.






