
Nos últimos anos, a aplicação de silicone líquido tem-se tornado cada vez mais generalizada e a sua tecnologia de moldagem por transferência também se tem desenvolvido rapidamente.
O silicone líquido é um material termoendurecível flexível, não tóxico, resistente ao calor e altamente recuperável, cujo comportamento reológico se caracteriza principalmente por uma baixa viscosidade, cura rápida, diluição por cisalhamento e um elevado coeficiente de expansão térmica.
Os produtos vulcanizados de silicone líquido têm as vantagens de uma forte adaptabilidade à temperatura, elevada pureza, boa transparência, baixo teor de substâncias voláteis, resistência ao óleo e ao envelhecimento, resistência química, excelente isolamento, etc.
São amplamente utilizados em automóveis, na construção, na indústria eletrónica, nos cuidados médicos, na engenharia mecânica, na indústria alimentar e noutros domínios. Os cuidados médicos, a engenharia mecânica, a indústria alimentar e outros domínios são amplamente utilizados.

Moldagem por injeção de líquidos
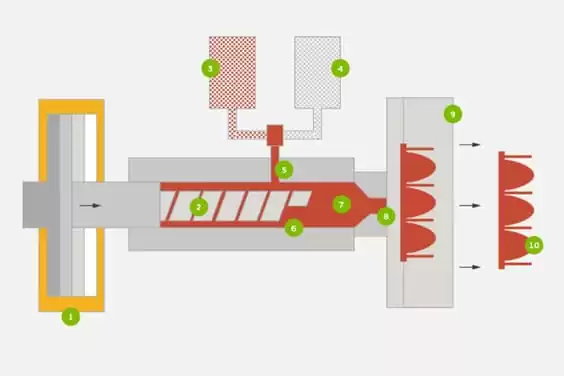
Entre os processos de moldagem de silicone líquidoA tecnologia de moldagem por injeção de líquidos (LIM) foi utilizada pela primeira vez. A moldagem por injeção de líquidos é a medição precisa da borracha A e B (ingredientes como 1:1 ou outros rácios).
Esta é transportada para o misturador estático, misturada, e depois transportada para o dispositivo de injeção, pelo dispositivo de injeção e depois misturada e injectada no molde quente, a borracha no molde após a reação de vulcanização rápida, forma uma certa força e elasticidade de produtos de borracha de silicone.
Entre os componentes do silicone líquido, o papel dos catalisadores e inibidores é particularmente importante. Uma vez que a reação de vulcanização tem de ocorrer no silicone líquido, são adicionados catalisadores para acelerar a reação de vulcanização.
Quando a temperatura do gel de sílica líquida atinge a temperatura de vulcanização, tem uma velocidade de vulcanização muito elevada (a 200°C, a velocidade de vulcanização atinge apenas 3 a 5s por mm de espessura da parede), e o gel de sílica líquida não pode existir a uma temperatura de 40 a 50°C durante muito tempo (a 50°C, mesmo que a temperatura de vulcanização não seja atingida, a reação ocorrerá lentamente dentro de 3 a 4 minutos).
Por isso, para manter a temperatura da sílica gel líquida desde a reação de vulcanização até que a temperatura de vulcanização seja atingida, é também necessário adicionar inibidores aos seus componentes. Quando a temperatura de vulcanização é atingida, o inibidor falha e a sílica gel líquida reage rapidamente.
Caraterísticas de moldagem
1) Em comparação com o sólido moldagem por injeção de borrachaA moldagem por injeção de silicone líquido não necessita de plastificação, mistura, execução e outros processos operacionais, poupando mão de obra, material e energia, e reduzindo o investimento em equipamento e espaço no chão.
2) Moldagem por injeção de silicone líquido pode realizar o processo de processamento automático em condições totalmente fechadas, eliminando o desvio da operação manual, reduzindo a influência de várias variáveis e poluição no processo e garantindo a precisão dimensional e a qualidade intrínseca do produto, o que é benéfico para a aplicação de silicone líquido na área médica.
3) Uma vez que a viscosidade do silicone líquido é muito baixa (geralmente entre 10~1000Pas) e a sua fluidez e processabilidade são boas, a sua pressão de injeção é muito inferior à pressão de moldagem por injeção de borracha sólida e plástico, geralmente a pressão de injeção é de 20MPa.
Em alguns casos, pode ser inferior a 1MPa, pelo que pode produzir produtos sem arestas, reduzir o desperdício de material e, ao mesmo tempo, reduzir o desgaste do equipamento e dos moldes.
Além disso, devido à boa fluidez do silicone líquido, é especialmente adequado para moldar produtos de grandes dimensões, produtos com formas extremamente complexas ou produtos ultra-finos, tais como produtos ultra-finos com uma espessura de 0,5 mm e um comprimento de 100 mm, que são difíceis de moldar para borracha sólida.
4) A velocidade de vulcanização do silicone líquido é muito rápida. A reação de vulcanização pode ser concluída em dezenas de segundos a minutos sob 160-220 ao injetar e moldar, pelo que o seu ciclo de moldagem por injeção é curto e a eficiência da produção é elevada.
5) A contrapressão necessária para o silicone líquido no parafuso de medição é muito pequena, geralmente inferior a 1,5 MPa, e para alguns borracha de silicone líquida componentes com viscosidade muito baixa, mesmo sem contrapressão pode ser definido, principalmente por causa da fluidez de silicone de baixa viscosidade é muito bom, e o trabalho normal de silicone líquido no conteúdo de gás é muito baixo.
Pelo contrário, uma grande contrapressão conduzirá a um aumento da densidade da sílica gel não vulcanizada e destruirá o efeito de medição exacta do dispositivo de medição.
6) O silicone líquido não encolhe durante o processo de processo de moldagem por injeçãomas porque o silicone tem um elevado coeficiente de expansão térmica.
Assim, existe normalmente um encolhimento de 2% a 3% após a desmoldagem e o arrefecimento, sendo que os dados exactos de encolhimento dependem da formulação do material. Do ponto de vista do processamento, o projetista deve ter em consideração antecipadamente alguns factores que afectam a retração.

Pontos de conceção
1) Adotar a tecnologia de controlo da temperatura do líquido para controlar o controlo da temperatura do tambor e do bocal entre 5 e 25. A água de arrefecimento é normalmente utilizada como meio de arrefecimento.
2) Para evitar a cura do silicone líquido, é utilizado um bocal de vedação do tipo válvula de agulha acionado hidraulicamente. A válvula de agulha fecha imediatamente o bocal de injeção quando a injeção termina.
3) No processo de moldagem por injeçãoA uniformidade de mistura da borracha A e B afecta diretamente a qualidade dos produtos após a vulcanização e, no caso de alguns produtos com requisitos de alta qualidade, o grau de mistura da borracha após o misturador estático não pode satisfazer totalmente os requisitos.
O efeito de mistura suplementar do parafuso pode satisfazer melhor os requisitos. E como a borracha é líquida, não precisa de ser plastificada, pelo que o parafuso foi concebido para se tornar um parafuso sem compressão ou de baixa compressão e fraco ao cisalhamento e não requer uma grande relação comprimento/diâmetro.
Em geral, não deve ser aplicado diretamente ao moldagem por injeção estrutura do parafuso da máquina, porque a sua estrutura do parafuso tem normalmente um forte efeito de cisalhamento e provoca facilmente a vulcanização local, afectando o desempenho do produto.
Assim, a conceção do parafuso especificamente para o injeção de silicone líquido é de grande importância. Se os requisitos de qualidade do produto não forem elevados, pode considerar a utilização de um êmbolo em vez de um parafuso para completar a injeção.
4) A viscosidade do silicone líquido é baixa, a pressão de injeção mais baixa pode produzir uma velocidade de injeção mais elevada e o ar preso no molde é facilmente envolvido no produto. Para fabricar produtos de alta qualidade, considere evacuar o molde antes da injeção.
Também se pode utilizar a força de aperto para atingir o objetivo de expulsar o ar, ou seja, quando a força de aperto é baixa, o silicone líquido enche até 90% a 95% da cavidade e, em seguida, a força de aperto será ajustada mais alto, de modo que não só pode efetivamente esgotar, mas também pode evitar o excesso de silicone líquido, resultando na borda voadora.
5) A viscosidade da sílica gel líquida é baixa, e é fácil formar refluxo durante a injeção, pelo que o efeito de vedação do anel anti-retorno deve ser bom, e geralmente não é adequado para aplicação direta da estrutura anti-retorno no moldagem por injeção máquina.
O seu processo de trabalho: quando o parafuso é doseado, o material de borracha é empurrado pelo parafuso sob a força do parafuso, através do orifício no anel de espigão, afastando o anel não reverso e entrando na cabeça do parafuso.
6) Moldagem por injeção de silicone líquido O processo deve utilizar a tecnologia de canal frio e o canal deve ser suficientemente frio.
É necessário que haja um isolamento suficientemente bom entre o canal e o molde para garantir que o silicone líquido não vulcanize no canal e obstrua o bocal, o que ajuda a reduzir a produção de resíduos e a poupar custos.
7) Se estiverem a ser moldados produtos extremamente macios, sensíveis e exigentes, considere a possibilidade de adicionar escovas pneumáticas para limpar o moldes de injeção e utilizando robôs para ejetar os produtos.
Verter e moldar
A maioria dos isoladores compostos na indústria de energia são moldados com silicone líquido, e o volume de isoladores utilizados em aspectos de alta tensão é geralmente maior, e o volume do molde para moldar isoladores também é maior.
Quando o silicone líquido é utilizado para produzir isoladores, a velocidade de vulcanização é muito mais rápida do que a do silicone sólido, pelo que, se forem utilizados dispositivos de injeção comuns para injetar a borracha, é fácil fazer com que o canal de fluxo seja bloqueado pelo silicone vulcanizado antes de o silicone líquido encher o molde, pelo que o desempenho do produtos moldados por injeção não pode cumprir os requisitos, e mesmo os produtos completos não podem ser moldados. Com base nestes problemas, o processo de moldagem por injeção foi desenvolvido com base na moldagem por injeção.
O princípio básico de moldagem de moldagem por injeção de plástico é: A e B são bombeados para o sistema de dosagem e, após a dosagem, entram no misturador estático e, após a mistura completa no misturador estático, entram diretamente no molde; antes de a borracha misturada A e B entrar no molde, o molde é primeiramente mantido a uma temperatura mais baixa utilizando a máquina de temperatura do molde.
Depois de a borracha ser preenchida com o molde, começa a aquecer o molde para o fazer atingir uma temperatura definida, depois mantém-se quente, vulcaniza, arrefece e abre a molde de injeção para completar o processo de moldagem.
Abrir o molde para completar o processo de moldagem. Este tipo de método de moldagem é adequado para produtos com grandes volumes e requisitos de qualidade de baixa aparência.
Este método de moldagem por injeção de termoplástico elimina a necessidade de dispositivos de injeção, poupando custos e espaço na máquina.
No entanto, devido à falta de um parafuso para remisturar e homogeneizar a borracha do misturador estático e ao sistema de dosagem e mistura que fornece uma pressão irregular e descontínua, a ciclo de moldagem por injeção é normalmente relativamente longo, pelo que não é adequado para os requisitos de alta velocidade, alto rendimento e alta qualidade dos produtos.
A aplicação de sílica gel líquida
1) O silicone líquido tem uma boa inércia biológica e biocompatibilidade, uma concentração muito baixa de componentes de pequeno peso molecular e propriedades físicas ideais, podendo ser modificado ao nível do polímero, tornando-se assim o material de eleição para dispositivos médicos e produtos médicos.
Aplicações como válvulas ou vedantes para dispositivos médicos, implantes médicos, luvas médicas, cateteres e balões médicos, órgãos artificiais, materiais de moldagem dentária, biopicos para aparelhos auditivos, etc.
Devido aos produtos da área médica, a sua margem de lucro é elevada e o espaço de mercado é grande, pelo que o desenvolvimento do silicone líquido na área médica tem uma perspetiva ampla e um significado de grande alcance.
2) O gel de sílica líquido é amplamente utilizado na indústria de energia eléctrica para fabricar isoladores compostos devido à sua ligação química e estrutura únicas, resistência a altas e baixas temperaturas, repelência à água, resistência a fugas e resistência à corrosão, isolamento elétrico e muitas outras propriedades excelentes.
Juntamente com o desenvolvimento ocidental, a modernização da rede de energia, a construção em grande escala de caminhos-de-ferro de alta velocidade e uma série de projectos nacionais trarão um grande número de produtos de isolamento à procura, dando origem a um mercado mais maciço, pelo que o desenvolvimento do silicone líquido na indústria da energia tem amplas perspectivas de mercado.
3) Os produtos de silicone líquido também têm uma vasta gama de aplicações na indústria automóvel. Nos países estrangeiros, o silicone líquido utilizado na indústria automóvel representa 35% do silicone líquido utilizado, que é a maior área de aplicação, enquanto na China, a proporção da sua aplicação na indústria automóvel é pequena, o que se deve principalmente ao facto de a indústria nacional moldagem de silicone líquido a tecnologia não está demasiado madura.
Na indústria automóvel, o silicone líquido é utilizado principalmente em vedantes para automóveis, luzes LED altamente transparentes, componentes ópticos grandes e complexos, proteção da pele para conectores de velas de ignição, tampas de interruptores, sensores de chuva e folhas de diafragma para sistemas de fecho centralizado.
4) Os produtos de silicone líquido são amplamente utilizados no fabrico de teclas de computador e de controlo remoto, capas para telemóveis e produtos digitais, biberões de silicone líquido, máscaras oculares e luvas de silicone líquido à prova de água, brinquedos de silicone líquidoe aparelhos domésticos de silicone líquido devido ao seu toque suave, elasticidade, impermeabilidade e resistência a altas e baixas temperaturas.

Conclusão
Para além do moldagem por injeção de líquidos e os processos de moldagem por fundição apresentados neste documento, existem também processos de moldagem por co-injeção, moldagem binária, moldagem em mosaico, moldagem por extrusão, moldagem por espuma física e outros processos.
Dominar e aplicar moldagem de silicone líquido A tecnologia de silicone líquido não só pode produzir produtos de alta qualidade, como também pode poupar energia e reduzir os resíduos, pelo que o desenvolvimento e a aplicação da tecnologia de moldagem de silicone líquido são de grande importância.
Atualmente, a investigação de moldagem de silicone líquido A tecnologia de ponta nos países estrangeiros está a aprofundar-se cada vez mais, os produtos desenvolvidos são variados e os campos de aplicação são cada vez mais extensos.
Enquanto a China moldagem de borracha de silicone líquido A tecnologia está ainda a dar os primeiros passos e há ainda muito trabalho de investigação e desenvolvimento a fazer.
No entanto, acreditamos que, em breve, através dos esforços conjuntos dos nossos colegas, a moldagem por injeção de líquidos a tecnologia de processamento desenvolver-se-á rapidamente na China.






