
Son yıllarda sıvı silikon uygulaması giderek yaygınlaşmış ve transfer kalıplama teknolojisi de hızla gelişmiştir.
Sıvı silikon, reolojik davranışı esas olarak düşük viskozite, hızlı kürlenme, kesme incelmesi ve yüksek termal genleşme katsayısı ile karakterize edilen toksik olmayan, ısıya dayanıklı, yüksek oranda geri kazanılabilir esnek bir termoset malzemedir.
Sıvı silikon vulkanize ürünler, güçlü sıcaklık adaptasyonu, yüksek saflık, iyi şeffaflık, düşük uçucu madde içeriği, yağ direnci ve yaşlanma direnci, kimyasal direnç, olağanüstü yalıtım vb. avantajlara sahiptir.
Otomobil, inşaat, elektronik endüstrisi, tıbbi bakım, makine mühendisliği, gıda endüstrisi ve diğer alanlarda yaygın olarak kullanılırlar. Tıbbi bakım, makine mühendisliği, gıda endüstrisi ve diğer alanlarda yaygın olarak kullanılmaktadır.

Sıvı Enjeksiyon Kalıplama
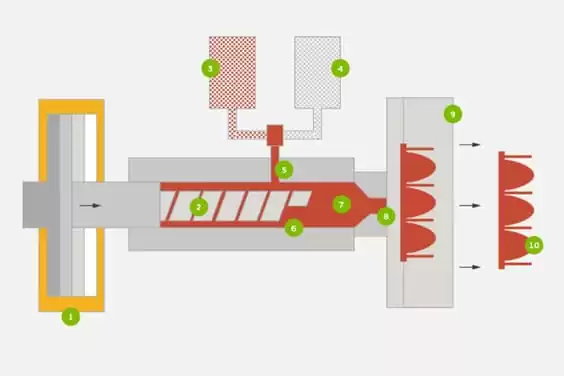
Bunlar arasında sıvı silikon kalıplama işlemleriilk olarak sıvı enjeksiyon kalıplama (LIM) teknolojisi kullanılmıştır. Sıvı enjeksiyon kalıplama, A ve B kauçuğunun (1:1 veya diğer oranlar gibi bileşenler) hassas bir şekilde ölçülmesidir.
Bu en statik karıştırıcıya taşınır, karıştırılır ve daha sonra enjeksiyon cihazı tarafından enjeksiyon cihazına taşınır ve daha sonra karıştırılır ve sıcak kalıba enjekte edilir, hızlı vulkanizasyon reaksiyonundan sonra kalıptaki kauçuk, belirli bir mukavemet ve elastikiyet oluşturur. silikon kauçuk ürünler.
Sıvı silikonun bileşenleri arasında katalizörlerin ve inhibitörlerin rolü özellikle önemlidir. Vulkanizasyon reaksiyonunun sıvı silikon içinde gerçekleşmesi gerektiğinden, vulkanizasyon reaksiyonunu hızlandırmak için katalizörler eklenir.
Sıvı silika jelin sıcaklığı vulkanizasyon sıcaklığına ulaştığında, çok yüksek bir vulkanizasyon hızına sahiptir (200°C'de, vulkanizasyon hızı duvar kalınlığının mm'si başına sadece 3 ila 5 saniyeye ulaşır) ve sıvı silika jel 40 ila 50°C sıcaklıkta uzun süre var olamaz (50°C'de, vulkanizasyon sıcaklığına ulaşılmasa bile, reaksiyon 3 ila 4 dakika içinde yavaşça gerçekleşecektir).
Bu nedenle, sıvı silika jel sıcaklığını vulkanizasyon reaksiyonundan vulkanizasyon sıcaklığına ulaşılana kadar tutmak için bileşenlerine inhibitörler eklemek de gereklidir. Vulkanizasyon sıcaklığına ulaşıldığında, inhibitör başarısız olur ve sıvı silika jel hızla reaksiyona girer.
Kalıplama özellikleri
1) Katı ile karşılaştırıldığında kauçuk enjeksiyon kalıplamaSıvı silikon enjeksiyon kalıplama, plastikleştirme, karıştırma, performans ve diğer operasyonel süreçleri gerektirmez, insan gücü, malzeme ve enerji tasarrufu sağlar ve ekipman yatırımını ve zemin alanını azaltır.
2) Sıvı silikon enjeksiyon kalıplama tamamen kapalı koşullar altında otomatik işleme sürecini gerçekleştirebilir, manuel işlemin sapmasını ortadan kaldırabilir, süreçteki çeşitli değişkenlerin ve kirliliğin etkisini azaltabilir ve ürünün boyutsal doğruluğunu ve içsel kalitesini sağlayabilir, bu da sıvı silikonun tıbbi alanda uygulanması için faydalıdır.
3) Sıvı silikonun viskozitesi çok düşük olduğundan (genellikle 10 ~ 1000Pas aralığında) ve akışkanlığı ve işlenebilirliği iyi olduğundan, enjeksiyon basıncı katı kauçuk ve plastiğin enjeksiyon kalıplama basıncından çok daha düşüktür, genellikle enjeksiyon basıncı 20MPa'dır.
Bazı durumlarda, 1MPa'dan daha düşük olabilir, bu nedenle uçan kenarlar olmadan ürünler üretebilir, malzeme israfını azaltabilir ve aynı zamanda ekipman ve kalıpların aşınmasını ve yıpranmasını azaltabilir.
Buna ek olarak, sıvı silikonun iyi akışkanlığı nedeniyle, özellikle büyük ürünlerin, son derece karmaşık şekillere sahip ürünlerin veya 0,5 mm kalınlığa ve 100 mm uzunluğa sahip ultra ince ürünler gibi ultra ince ürünlerin kalıplanması için uygundur. katı kauçuk için kalıplamak zordur.
4) Sıvı silikonun vulkanizasyon hızı çok hızlıdır. Vulkanizasyon reaksiyonu, enjekte ederken ve kalıplarken 160-220 altında onlarca saniye ila dakika içinde tamamlanabilir, böylece enjeksiyon kalıplama döngüsü kısa ve üretim verimliliği yüksektir.
5) Vidalı ölçümde sıvı silikon için gereken geri basınç çok küçüktür, genellikle 1.5MPa'dan azdır ve bazıları için sıvı silikon kauçuk Çok düşük viskoziteye sahip bileşenler, esas olarak düşük viskoziteli silikon akışkanlığı çok iyi olduğundan ve gaz içeriğindeki sıvı silikonun normal çalışması çok düşük olduğundan, geri basınç bile ayarlanamaz.
Aksine, büyük bir geri basınç vulkanize edilmemiş silika jelin yoğunluğunda bir artışa yol açacak ve ölçüm cihazının hassas ölçüm etkisini yok edecektir.
6) Sıvı silikon uygulama sırasında büzülmez. enjeksiyon kalıplama süreciAncak silikon yüksek bir termal genleşme katsayısına sahiptir.
Bu nedenle, kalıptan çıkarma ve soğutma sonrasında genellikle 2% ila 3% arasında bir büzülme olur, kesin büzülme verileri malzeme formülasyonuna bağlıdır. İşleme açısından bakıldığında, tasarımcı büzülmeyi etkileyen bazı faktörleri önceden dikkate almalıdır.

Tasarım noktaları
1) Namlu ve nozul sıcaklık kontrolünü 5 ile 25 arasında kontrol etmek için sıvı sıcaklık kontrol teknolojisini benimseyin. Soğutma suyu genellikle soğutma ortamı olarak kullanılır.
2) Sıvı silikonun kürlenmesini önlemek için hidrolik tahrikli iğne valf tipi sızdırmazlık nozulu kullanılır. İğne valf, enjeksiyon bittiğinde enjeksiyon nozülünü hemen kapatır.
3) İçinde enjeksiyon kalıplama süreciA ve B kauçuğunun karıştırma homojenliği, vulkanizasyondan sonra ürünlerin kalitesini doğrudan etkiler ve yüksek kalite gereksinimleri olan bazı ürünler söz konusu olduğunda, statik karıştırıcıdan sonra kauçuğun karıştırma derecesi gereksinimleri tam olarak karşılayamaz.
Vidanın tamamlayıcı karıştırma etkisi gereksinimleri daha iyi karşılayabilir. Kauçuk sıvı olduğu için plastikleşmeye gerek yoktur, bu nedenle vida sıkıştırmasız veya düşük sıkıştırma ve kesme zayıf vidası olacak şekilde tasarlanmıştır ve büyük bir uzunluk-çap oranı gerektirmez.
Genel olarak, aşağıdakilere doğrudan uygulanmamalıdır enjeksiyon kalıplama makine vida yapısı, çünkü vida yapısı genellikle güçlü bir kesme etkisine sahiptir ve kolayca yerel vulkanizasyona neden olarak ürünün performansını etkiler.
Bu yüzden vidanın tasarımı özellikle sıvı silikon enjeksiyonu makineleri büyük önem taşımaktadır. Ürün kalitesi gereksinimleri yüksek değilse, enjeksiyonu tamamlamak için vida yerine piston kullanmayı düşünebilirsiniz.
4) Sıvı silikon viskozitesi düşüktür, daha düşük enjeksiyon basıncı daha yüksek enjeksiyon hızı üretebilir ve kalıpta sıkışan hava ürüne kolayca dahil olur. Yüksek kaliteli ürünler yapmak için, enjeksiyondan önce kalıbı boşaltmayı düşünün.
Havayı dışarı atma amacına ulaşmak için sıkıştırma kuvvetini de kullanabilirsiniz, yani sıkıştırma kuvveti düşük olduğunda, sıvı silikon boşluğun 90% ila 95%'sine kadar doldurulur ve ardından sıkıştırma kuvveti daha yüksek ayarlanır, böylece sadece etkili bir şekilde egzoz yapmakla kalmaz, aynı zamanda sıvı silikonun taşmasını da önleyebilir, bu da uçan kenarla sonuçlanır.
5) Sıvı silika jelin viskozitesi düşüktür ve enjeksiyon sırasında geri akış oluşturmak kolaydır, bu nedenle geri dönüşsüz halkanın sızdırmazlık etkisi iyi olmalıdır ve genellikle geri dönüşsüz yapının doğrudan uygulanması için uygun değildir. enjeksiyon kalıplama Makine.
Çalışma süreci: vida ölçüm yaparken, kauçuk malzeme vida tarafından vidanın kuvveti altında, tıkaç halkası üzerindeki delikten itilir, ters olmayan halkayı iter ve vida kafasına girer.
6) Sıvı silikon enjeksiyon kalıplama işleminde soğuk yolluk teknolojisi kullanılmalı ve yolluk yeterince soğuk olmalıdır.
Sıvı silikonun yollukta vulkanize olmamasını ve nozulu tıkamamasını sağlamak için yolluk ile kalıp arasında yeterince iyi yalıtım olması gerekir, bu da atık oluşumunu azaltmaya ve maliyetlerden tasarruf etmeye yardımcı olur.
7) Aşırı yumuşak ve hassas, zorlu ürünler kalıplanıyorsa, temizlemek için pnömatik fırçalar eklemeyi düşünün. enjeksi̇yon kaliplari ve ürünleri çıkarmak için robotlar kullanmak.
Dökme ve kalıplama
Enerji endüstrisindeki kompozit izolatörlerin çoğu sıvı silikon ile kalıplanır ve yüksek voltaj yönlerinde kullanılan izolatörlerin hacmi genellikle daha büyüktür ve izolatörlerin kalıplanması için kalıp hacmi de daha büyüktür.
İzolatör üretmek için sıvı silikon kullanıldığında, vulkanizasyon hızı katı silikondan çok daha hızlıdır, bu nedenle kauçuğu enjekte etmek için sıradan enjeksiyon cihazları kullanılırsa, sıvı silikon kalıbı doldurmadan önce akış kanalının vulkanize silikon tarafından bloke edilmesine neden olmak kolaydır, böylece performans enjeksiyon kalıplı ürünler gereksinimleri karşılayamaz ve hatta komple ürünler kalıplanamaz. Bu sorunlara dayanarak, enjeksiyon kalıplama işlemi enjeksiyon kalıplamaya dayalı olarak geliştirilmiştir.
Temel kalıplama prensibi plasti̇k enjeksi̇yon kaliplama şudur: A ve B ölçüm sistemine pompalanır ve ölçümden sonra statik karıştırıcıya girerler ve statik karıştırıcıda tamamen karıştırıldıktan sonra doğrudan kalıba girerler; A ve B karışımlı kauçuk kalıba girmeden önce, kalıp ilk olarak kalıp sıcaklık makinesi kullanılarak daha düşük bir sıcaklıkta tutulur.
Kauçuk kalıba doldurulduktan sonra kalıbı ısıtmaya başlayarak ayarlanan bir sıcaklığa ulaşmasını sağlar, daha sonra sıcak tutar, vulkanize olur, soğur ve enjeksiyon kalıbı kalıplama işlemini tamamlamak için.
Kalıplama işlemini tamamlamak için kalıbı açın. Bu tür kalıplama yöntemi, büyük hacimli ve düşük görünüm kalitesi gereksinimleri olan ürünler için uygundur.
Bu termoplastik enjeksiyon kalıplama yöntemi, enjeksiyon cihazlarına olan ihtiyacı ortadan kaldırarak maliyetlerden ve makine alanından tasarruf sağlar.
Bununla birlikte, statik karıştırıcıdan gelen kauçuğu yeniden karıştırmak ve homojenize etmek için vida bulunmaması ve ölçüm ve karıştırma sisteminin düzensiz ve süreksiz basınç sağlaması nedeniyle enjeksiyon kalıplama döngüsü genellikle nispeten uzundur, bu nedenle ürünlerin yüksek hızlı, yüksek çıkışlı ve yüksek kaliteli gereksinimleri için uygun değildir.
Sıvı silika jel uygulaması
1) Sıvı silikon iyi biyolojik inertliğe ve biyouyumluluğa, çok düşük konsantrasyonda küçük moleküler ağırlıklı bileşenlere ve ideal fiziksel özelliklere sahiptir ve polimer seviyesinde modifiye edilebilir, böylece tıbbi cihazlar ve tıbbi ürünler için tercih edilen malzeme haline gelir.
Tıbbi cihazlar için valfler veya contalar, tıbbi implantlar, tıbbi eldivenler, tıbbi kateterler ve balonlar, yapay organlar, diş ölçü malzemeleri, işitme cihazları için biyoptikler vb. gibi uygulamalar.
Tıbbi alandaki ürünler nedeniyle, kar marjı yüksektir ve pazar alanı büyüktür, bu nedenle tıbbi alanda sıvı silikonun geliştirilmesi geniş bir beklentiye ve geniş kapsamlı bir öneme sahiptir.
2) Sıvı silika jel, benzersiz kimyasal bağı ve yapısı, yüksek ve düşük sıcaklık direnci, su iticiliği, sızıntı direnci ve korozyon direnci, elektrik yalıtımı ve diğer birçok mükemmel özelliği nedeniyle elektrik enerjisi endüstrisinde kompozit izolatörler üretmek için yaygın olarak kullanılmaktadır.
Batının gelişmesiyle birlikte, elektrik şebekesinin iyileştirilmesi, yüksek hızlı demiryolunun büyük ölçekli inşası ve bir dizi ulusal proje, çok sayıda yalıtım ürünü talebi getirecek ve daha büyük bir pazara yol açacaktır, bu nedenle enerji endüstrisinde sıvı silikonun gelişimi geniş pazar beklentilerine sahiptir.
3) Sıvı silikon ürünleri otomotiv endüstrisinde de geniş bir uygulama alanına sahiptir. Yabancı ülkelerde, otomotiv endüstrisinde kullanılan sıvı silikon, en büyük uygulama alanı olan kullanılan sıvı silikonun 35%'sini oluştururken, Çin'de otomotiv endüstrisindeki uygulamasının oranı küçüktür, bunun nedeni esas olarak yerli sıvı silikon kalıplama teknoloji çok olgun değil.
Otomotiv endüstrisinde, sıvı silikon esas olarak otomotiv contalarında, son derece şeffaf LED ışıklarda, büyük ve karmaşık optik bileşenlerde, buji konektörleri için cilt korumasında, anahtar kapaklarında, yağmur sensörlerinde ve merkezi kilitleme sistemleri için diyafram tabakalarında kullanılır.
4) Sıvı silikon ürünler, bilgisayar ve uzaktan kumanda tuşları, cep telefonu ve dijital ürün kapakları, sıvı silikon emzik şişeleri, sıvı silikon su geçirmez göz maskeleri ve eldiven üretiminde yaygın olarak kullanılmaktadır, sıvı silikon oyuncaklarve sıvı silikon ev aletleri yumuşak dokunuşları, esneklikleri, su geçirmezlikleri ve yüksek ve düşük sıcaklıklara karşı dirençleri nedeniyle.

Sonuç
Ek olarak sıvı enjeksiyon kalıplama ve döküm kalıplama süreçlerinin yanı sıra birlikte enjeksiyon kalıplama, ikili kalıplama, mozaik kalıplama, ekstrüzyon kalıplama, fiziksel köpük kalıplama ve diğer süreçler de bulunmaktadır.
Mastering ve uygulama sıvı silikon kalıplama teknoloji sadece yüksek kaliteli ürünler üretmekle kalmaz, aynı zamanda enerji tasarrufu sağlayabilir ve atıkları azaltabilir, bu nedenle sıvı silikon kalıplama teknolojisinin geliştirilmesi ve uygulanması büyük önem taşımaktadır.
Şu anda, araştırma sıvı silikon kalıplama Yabancı ülkelerdeki teknoloji gittikçe derinleşmekte, geliştirilen ürünler çeşitlenmekte ve uygulama alanları gittikçe daha kapsamlı hale gelmektedir.
Çin'in sıvı silikon kauçuk kalıplama teknolojisi henüz emekleme aşamasında olduğundan, yapılması gereken çok sayıda araştırma ve geliştirme çalışması bulunmaktadır.
Bununla birlikte, meslektaşlarımızın ortak çabalarıyla kısa süre içinde sıvı enjeksiyon kalıplama Çin'de proses teknolojisi hızla gelişecektir.






