
EPDM (EPDM rubber), as synthetic rubber with good elasticity, abrasion resistance, heat resistance, weather resistance, ozone resistance, fresh water, and seawater resistance, is widely used in automotive rubber products, such as door and window seals, hydraulic brake hoses and seals, air conditioning ventilation ducts, seals in engine cooling systems and air conditioning refrigeration systems, hoses for conveying coolant, etc.
EPDM rubber is a non-polar, saturated structure. The so-called “non-polar”, that is, the molecules that make up the polymer do not contain polar groups inside.
The so-called “saturated”, that is, the composition of the polymer does not contain double bonds inside the molecule. In general, rubber and thermoplastic elastomers can be divided into “polar” and “non-polar”, and “saturated” and “unsaturated ” several structures.
Materials whose molecules themselves contain polar groups are generally “polar” materials. The “polar” structure determines the resistance of polymers to solvents, generally following the principle of similar solubility, that is, polar solvents dissolve or swell polar polymers, and vice versa.
The “saturated” structure is related to the resistance of polymers to atmospheric aging (oxidation ). If the polymer molecule contains a double bond, because the double bond is easily oxidized, so the polymer is unstable and easy to degrade.
So as “non-polar” EPDM, resistant to polar media, such as hot water and steam, detergents, organic and inorganic acids, polar solvents (such as ethanol, acetone, esters, etc.), glycol-based brake fluid, etc.
And not resistant to non-polar media, such as mineral oil, gasoline, animal and vegetable fats, and oils, silicone oil, etc., and is widely used in glycol-based brake fluid (SL-DOT4) systems, engine cooling systems containing antifreeze; as “saturated” EPDM, with excellent resistance to ozone and weathering, widely used in the production of air, water, etc.
EPDM in the automotive use temperature is generally -40 ℃ to 120 ℃. The following is a specific introduction to the use of EPDM products in automobiles, their corresponding material performance requirements, and an analysis of common failure situations.
Application in automotive sealing products
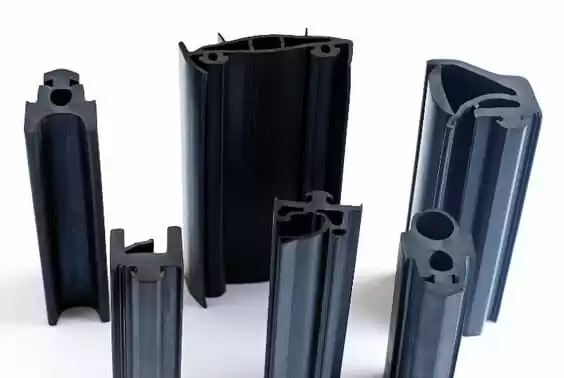
The vast majority of automotive seals are produced by extrusion equipment with consistent cross-section and infinite length (when used, intercepted according to the required length), while a small number of irregular products are produced by vulcanization dies.
The process of extruded products is as follows: ingredients → rubber mixing → multiple materials (may include: hard rubber, soft rubber, sponge rubber, colored rubber, metal skeleton, reinforcing wire, etc.)
Compound extrusion → heating vulcanization (maybe: hot air vulcanization, vulcanization tank vulcanization, microwave vulcanization, glass bead boiling bed vulcanization, salt bath vulcanization, etc.→ post-processing (cutting, vulcanization joint, electrostatic flocking, surface flood coating, bonding, etc.
It is widely used in the front and rear windshields, doors, windows, engine compartment, trunk, and other parts of the car, used to fill the gap between the body parts, with shock absorption, waterproof, dustproof, sound insulation, decoration, protection of drivers and passengers and other functions.
Such silicone rubber products are mainly in contact with sunlight, water, and ozone, the use of temperatures in -40 ℃ ~ 100 ℃, the short-term heat-resistant temperature can reach 125 ℃.
EPDM material used for rubber sealing strip general hardness (Shore A) in 40 ~ 90 between the choice; its tensile strength should be more than 7MPa; elongation at break generally in 150% ~ 500%; compression deformation (85 ℃, 22h) should be less than 45%.
Tear strength should be greater than 5N / m; ozone aging (50pphm, stretch 20%, 72h) should be no cracks; xenon lamp Aging (using xenon lamp 1200 equipment, relative humidity 80% ~ 95%, black plate temperature 55 ℃ ~ 60 ℃, 1000h) its tensile strength and elongation of the decline can not exceed 15%.
Its glass transition temperature (TR) maximum -50 ℃; thermal aging test (100 ℃, 70 h), its hardness change should be ± 5, tensile strength change should be ± 15%, and elongation of the decline should not exceed 30%.
In general, the service life of automotive seals made of EPDM rubber can reach more than ten years. However, in actual production and application, we have also encountered surface cracking, loss of sealing performance, surface frosting, and other failure phenomena of the door and window seals after one year of installation.
The surface cracking of the product testing, its ozone resistance test after 20 hours that cracks, failing to meet the standard requirements. After the investigation of this batch of substandard products, the formulation error (EPDM rubber content is less) was caused by; rubber sealing surface frost (bloom).
Cause analysis:
(1) Improperly designed formulations. Sulfur yellow, accelerator, activator, antioxidant, etc. in the ingredients, due to saturation flooding; inorganic calcium carbonate filler stress flooding.
(2) Improper operation of the mixing process, too short a time, resulting in uneven dispersion of filler, local more than saturation. By modifying the formula, increasing the mixing time, and finally making the flooding problem can be solved.

Application of EPDM in hydraulic brake hoses and round seals
EPDM brake fluid resistant (DOT3, DOT4, DOT5 (silicone oil-based) characteristics, used in the production of hydraulic brake hose inner rubber layer and brake pump seals.
These EPDM products are in contact with the main medium brake fluid, the use of temperatures between -40 ℃ ~ 120 ℃, and short-term heat-resistant temperatures up to 135 ℃.
Such parts used EPDM, hardness (Shore A) is 80; its tensile strength should be more than 10.5MPa; elongation at break is generally above 175%; in the elongation rate of 50% of the fixed extension stress of 2.5 ~ 4MPa; in the elongation rate of 100% of the fixed extension stress of 8MPa or more.
Compression deformation (100 ℃, 22 h) should be less than 40%; its glass transition temperature (TR) maximum -50 ℃; ozone aging (50pphm, 20% elongation, 72h) should be no cracks; brake fluid test (put the specimen in the brake fluid, 150 ℃, 70h) its hardness change should be 5.
Tensile strength change should be ± 20%, elongation change should be -15% ~ 20%, volume change should be within ± 20%. 20%, volume change should be ± 5%; thermal test (125 ℃, 70h), the hardness change should be ± 5, tensile strength change should be ± 15%, and elongation of the decline can not exceed 15%.

EPDM in the heating, ventilation, and air conditioning hose applications
The rubber hose is generally composed of three layers, namely the inner layer, the middle reinforcement layer (chemical fiber fabric or steel wire), and the outer layer. The materials used for the three layers should be selected according to the actual requirements.
The inner layer should be resistant to the corrosion of the delivered medium, while the outer layer should have mechanical strength and be adapted to the external environment.
Therefore, the inner and outer rubber is often not rubber. EPDM has been widely used in heating and ventilation hoses inside and outside the rubber layer, and air conditioning hoses in the outer rubber layer because the material has good resistance to air, water, ozone, sunlight aging, and low-temperature flexibility.
Such parts using EPDM, hardness (Shore A) for 70; its tensile strength should be more than 10.5MPa; elongation at break is generally more than 300%; compression residual deformation (100 ℃, 22 h) should be less than 40%;
Its glass transition temperature (TR) maximum -45 ℃; ozone aging (50pphm, stretching 20%, 72h) should be no crack; IRM902 oil test (put the specimen in IRM902 oil, 100 ℃, 70h) its hardness reduction maximum of 15, tensile strength reduction maximum of 30%.
Tear strength reduction maximum of 30%, volume change should be within 80%; thermal aging test (125 ℃, 70 h), its hardness change should be ± 5, tensile strength change should be ± 15%, elongation reduction can not exceed 40%.

EPDM in the application of pulling the belt
This kind of part, mainly used for the connection between the wheel cover, battery box cover fastening, etc., can withstand the high dynamic and mechanical load, in the use of the process and is always in the tension state.
These silicone rubber products are mainly exposed to sunlight, water, and ozone, the use of temperatures in -40 ℃ ~ 85 ℃, the short-term heat-resistant temperature can reach 100 ℃.
EPDM material used to make such parts, hardness (Shore A) is generally 60 ~ 80; its tensile strength should be more than 14MPa; elongation at break is generally 200% ~ 400%; tear strength should be greater than 7N / m;
Compression residual deformation (85 ℃, 22 h) should be less than 45%; compression residual deformation (-20 ℃, 22h) should be less than 45%; resistance to ozone aging ( 50pphm, stretching 20%, 72h) should be no cracks; xenon lamp aging (using xenon lamp 1200 equipment, relative humidity 80% ~ 95%, black plate temperature 55 ℃ ~ 60 ℃, 1000h) the tensile strength and elongation of the decline should not exceed 15%;
Its glass transition temperature (TR) of -50 ℃ maximum; heat aging test (100℃, 70h), its hardness change should be ±75, tensile strength change should be ±15%, elongation decrease should not exceed 40%.
The fracture of the battery cover strap and the cracks on the surface of the wheel guard strap were produced after half a year of loading. After the failure of the product tensile strength, tear strength, and ozone aging test, the actual results achieved were 8.5MPa tensile strength, tear strength 5N / m, and ozone aging 42 hours cracking, which are not up to standard requirements.
Individual manufacturers of pulling tape on the importance of the rubber formula are not enough understanding, that as long as the EPDM rubber is made of rubber pulling tape can be, in fact, because of the different formulations, the product performance may vary greatly.

Application of EPDM in engine cooling system and air conditioning and refrigeration system seals
EPDM is used to make seals in engine cooling systems. These products are in contact with the medium is antifreeze, sunlight, water, ozone, the use of temperature in -40 ℃ ~ 125 ℃, and short-term heat-resistant temperatures up to 135 ℃.
Such parts using EPDM, hardness (Shore A) for 60 ~ 80 (75 for the application of round seals in the refrigeration system); its tensile strength should be more than 10.5MPa; elongation at break is generally more than 175%; in the elongation rate of 50% of the fixed extension stress of 1 ~ 2MPa; in the elongation rate of 100% of the fixed extension stress of 2 ~ 5MPa above; shrinkage deformation (150 ℃, 22 h) should be less than 20%;
Its heat-resistant temperature up to 135 ℃. (22 h) should be less than 20%; its glass transition temperature (TR) is -50 ℃ maximum; ozone aging resistance (50pphm, stretching 20%, 72h) should be no cracks;
For seals used in engine cooling systems, a refrigerant test shall be performed (test specimen placed in antifreeze, 150°C, 166h, test pressure about 0.4 MPa), and the change in hardness shall be ±5, change in tensile strength shall be ±20%, change in elongation at break shall be -15% to 20%, and change in volume shall be ±5%;
For seals used in air conditioning systems, a refrigerant test shall be performed (specimen placed in P test (put the specimen in PAG, ND8 refrigerant, 100 ℃, 70h) the hardness change of up to ± 5, tensile strength change of up to ± 20%, elongation at break change of up to -15% ~ 20%, volume change should be within ± 5%; thermal aging test (150 ℃, 70h), the hardness change should be ± 5, tensile strength drop should be less than 10%, elongation drop can not exceed 10%.

EPDM in the application of coolant hose
EPDM is used to make engine water hose, its inner and outer rubber layers are made of EPDM material. Such EPDM products in contact with the medium are antifreeze, sunlight, water, ozone, the use of temperature in -40 ℃ ~ 125 ℃, the short-term heat-resistant temperature can reach 150 ℃.
Such parts used EPDM, hardness (Shore A) for 65; its tensile strength should be above 10.5MPa; elongation at break in more than 300%; in the elongation rate of 50% of the fixed stretch stress of 1 ~ 2MPa; elongation rate of 100% of the fixed stretch stress of 2 ~ 4.5MPa above; compression residual deformation (100 ℃, 22 h) should be less than 20%;
Its glass transition temperature (TR) maximum of -50 ℃; ozone aging (50pphm, stretching 20%, 72h) should be no cracks; coolant test (the specimen placed in antifreeze, 150 ℃, 166h, test pressure of about 0.4MPa).
The hardness change should be ± 5, tensile strength change should be ± 20%, elongation at break change should be -15% ~ 20%, volume change should be ± 5%. Heat aging test (150 ℃, 70 h), the hardness change should be ± 5, tensile strength should be less than 10%, and elongation of the decline should not exceed 10%.






